常见问题:
1.粗磨时:如果要增加切削力,磨削纹理太深,精磨不易去除粗磨纹理。
2.用于精磨:切削力不好,需要经常修整,容易造成划痕。它需要分多个阶段进行研磨。敷料频繁,不可能出现划痕,会导致重工业修复,造成效率低下。
解决方案:
1.提高砂轮的磨削力
人们常常误解,降低磨削能力才能在镜面抛光过程中取得良好的效果,但事实恰恰相反。粗粒磨削力好,不需要过度进给,减少不均匀的磨线。细粒度研磨力好,能够去除。粗粒度可以减少研磨步骤的数量。
2.提高散热能力,减少磨料颗粒钝化和磨料碎屑无法排出的问题
砂轮的速度不宜过快,切削液的供应需要充足,必须特别注意清除磨削碎屑。通过修整方法,这些都需要具有足够经验和细心操作的操作人员才能实现。最好的方法是通过在砂轮上产生足够的孔隙率,可以立即解决这些问题。
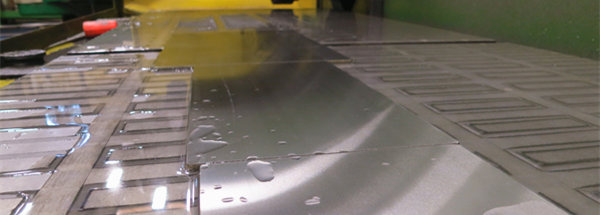
平面磨削的情况 :
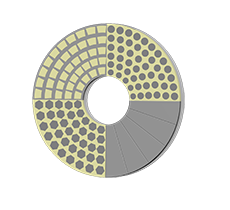
1.粉末冶金内转子双面磨削
a.粉末冶金内转子介绍:
工件为粉末冶金的粉末内转子材料,尺寸为直径71.8mm×高度19.2mm。
b.粉末冶金内转子磨削结果:
平行度/平面度 0.006 mm;垂直度 0.02 毫米;粗糙度Ra 0.8 μm;厚度公差 ± 0.01 毫米;库存去除 0.1 毫米。