砂轮和较小的压力或调节轮
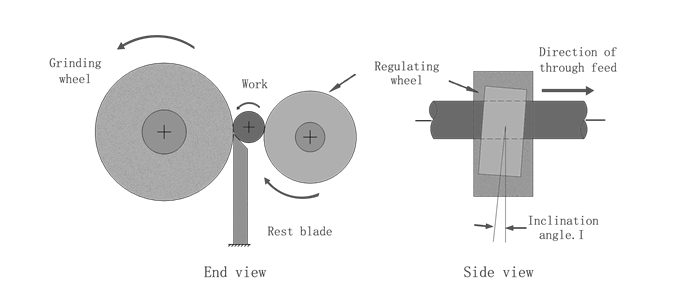
调节轮是一种橡胶粘结磨料,具有摩擦特性,以自己的转速旋转工作。可以控制的这个轮子的速度从50到200英尺/分钟(0.25-1.02米/秒)不等。两个轮子都以相同的方向旋转。其余部分在工作被磨削时协助支撑工作,在两侧延伸以指导往返车轮的工作行程。
工件通过砂轮的轴向运动,是通过使砂轮与水平方向略成一定角度倾斜来实现的。
在无心磨削中,工件在砂轮和调节驱动轮之间旋转。工作由固定的工作休息刀片从下方支撑。无心磨削的两种基本模式是“直通式进给”和“进给”或“切入式”模式。在通进给模式下,通过砂轮和调节轮之间缓慢变窄的间隙沿轴向工作。通过调节轮的旋转表面施加在其上的轴向力来推进工作。这是一种高效的磨削形式,因为可以同时连续磨削多个工件。“进给”模式用于带有禁止“直通进给”的突出头的工作,工件被放置在工作休息刀片上,同时一个轮子被缩回并进给到末端停止。然后将砂轮带回,减少砂轮之间的间隙,磨削工件。