
| 珩磨夹具 | 配备珩磨头连接类型 | 适用范围 | 集中误差(毫米) |
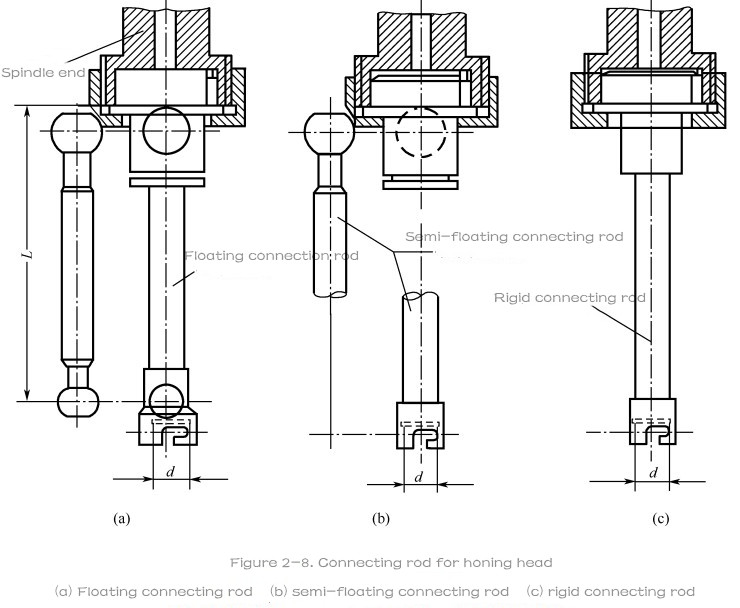
| 固定夹具 | 浮动连接 | 大、中孔、长孔在复杂和不规则零件中,如各种气缸孔和气缸套孔,可以得到更好的效果。 | <0.08 |
| 半浮动连接 | 盲孔和短孔采用短磨石加工,但珩磨夹具和主轴引起的误差容易受到影响,需要稳定的对准精度以确保珩磨质量 | <0.05 | |
| 刚性连接 | 在批量生产中,对具有规则形状的小孔和工件孔进行精密珩磨需要高精度的对准。 | ≤0.01 | |
| 平浮动 | 刚性连接 | 珩磨短孔(L < D),如连接孔、齿轮孔等。轴与孔端面之间的垂直误差可以适当校正,珩磨精度高 | <0.02 |
| 半浮动连接 | 当珩磨主轴不太高且珩磨夹具浮子小于1.0mm时,珩磨孔可以获得高精度 | <0.05 | |
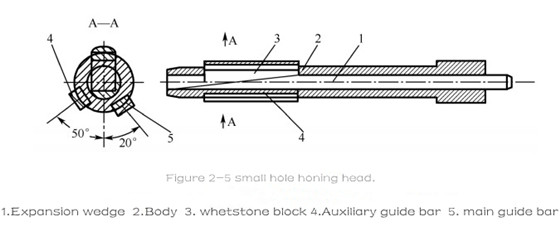
| 球形浮动夹具 | 刚性连接 | 适用于珩磨各种小孔。在良好的对齐下,可以获得具有高直线度和均匀表面粗糙度的孔 | <0.02 |
| 半浮动连接 | 适用于珩磨中孔和小孔,在较长的磨石或导向条件下可获得更高的珩磨精度 | <0.05 |
| 表2-3 珩磨石截面尺寸和数量的选择 | |||
| 珩磨孔径 | 磨石数量/件 | 磨石截面尺寸 (B X H) |
金刚石磨石截面尺寸 (B X H ) |
| 5~10 | 1~2 | — | 1.5 X 2.5 |
| 10~13 | 2 | 2 X 1.5 | 2 X 1.5 |
| 13~16 | 3 | 3 X 2.5 | 2 X 1.5 |
| 16~24 | 3 | 4 X 3.0 | 3 X 3.0 |
| 24~37 | 4 | 6 X 4.0 | 4 X 4.0 |
| 37~46 | 3~4 | 9 X 6.0 | 4 X 4.0 |
| 46~75 | 4~6 | 9 X 8.0 | 5 X 6.0 |
| 75~110 | 6~8 | 10 X 9.12 X 10 | 5 X 6.0 |
| 110~190 | 6~8 | 12 X 10.14 X 12 | 6 X 6.0 |
| 190~310 | 8~10 | 16 X 13.20 X 20 | — |
| >300 | >10 | 20 X 20.25 X 25 | — |
| 表2-4 珩磨石磨料的选择 | |||
| 磨料名称 | 代号 | 适合加工的材料 | 应用范围 |
| 棕色熔融氧化铝 | A | 未淬火碳钢、合金钢等 | 粗珩磨 |
| 白色熔融氧化铝 | WA | 热处理碳钢、合金钢等 | 精珩、半精珩磨 |
| 单晶刚玉 | SA | 韧性好的轴承钢、不锈钢、耐热钢等 | 粗珩、精珩 |
| 单晶熔融氧化铝 | PA | 各种硬化和未硬化钢件 | 精细珩磨 |
| 铬刚玉 | C | 铸铁、铜、铝等非金属材料 | 精细珩磨 |
| 黑色碳化硅 | GC | 铸铁、铜、铝等主要用于钢及各种脆性金属及非金属材料的淬火 | 精细珩磨 |
| 人造金刚石 | MBD6~8 | 各种钢、铸铁及脆性、硬质金属及非金属材料,如硬质合金 | 粗珩、半精珩磨 |
| 立方氮化硼 | CBN | 合金钢具有良好的韧性和高硬度和强度 | 粗珩、精珩 |
| 表2-6 珩磨石硬度的选择 | |||
| 磨石粒度 | 珩磨余量(直径/毫米) | 磨石硬度 | |
| 钢制零件 | 铸件 | ||
| 100#~150# | 0.05~0.5 0.01~0.1 |
L~Q N~T |
N~T Q~Y |
| 180#~280# | 0.05~0.5 0.01~0.1 |
J~P L~S |
L~R Q~T |
| W40~W20 | 0.05~0.15 0.01~0.05 |
E~M M~R |
K~Q M~T |
| 注:(1)在正常珩磨条件下,磨石的硬度应在示范区内较软。 (2)工件材料硬度变化时,磨石硬度应沿相反方向变化1~2小步长 |
|||
.png)