“切入”和“横移”外圆磨削有什么区别?
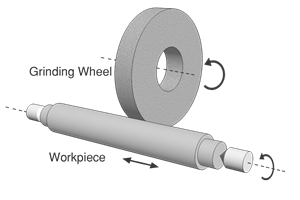
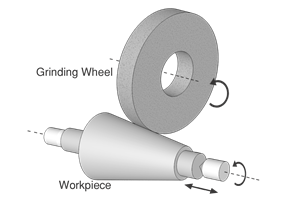
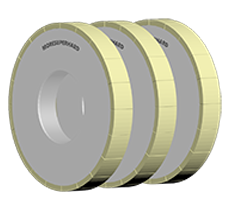
横移磨削:
磨削操作,指示进给沿砂轮轴方向横向移动。
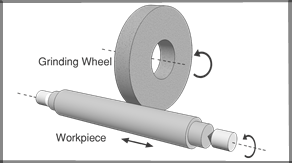
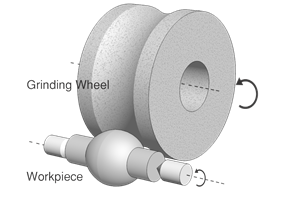
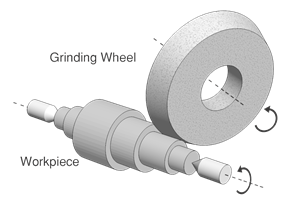
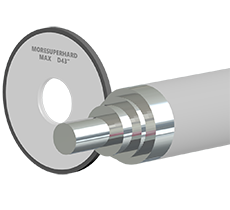
插式磨削:
无需水平移动,砂轮直接接触被加工物体并沿同一方向旋转。
磨削结果比较:
在横向模式下磨削时,砂轮沿加工物体左右移动。由于磨料颗粒的方向很多,因此可以获得更好的表面粗糙度。
它通常用于较长的工件,因此还需要注意砂轮磨损引起的精度问题。在直线磨削的情况下,砂轮与工件垂直接触,不左右移动。由于仅加工单向磨料,因此表面粗糙度不如水平型。通常,工件的长度较短,砂轮的厚度也可能较厚(取决于磨削范围)。
如何提高表面粗糙度:
如果希望在直磨中达到与卧式磨削相同的表面粗糙度,可以通过调整砂轮的规格来改善。
选型原则:
在选择晶粒尺寸更细的砂轮时,还需要考虑“散热问题”。由于直接磨削,砂轮与工件物体的单一接触面积较大,单次停留时间也会影响发热(停止时间越长,磨削热量越高)。
因此,砂轮的孔隙率和硬度需要根据工件的性质和磨削参数进行调整,以避免烧伤和振动的问题。


.png)
.png)

.png)