用于修整轴承LM导轨砂轮的旋转金刚石修整器
导向件的磨削往往需要严格控制其轮廓和粗糙度。无论是在汽车滑轮中还是在双导球轴承等复杂轴承中,最终产品的游隙精度和匹配率往往直接影响到客户的生产和使用体验。但业内很清楚,砂轮制造完成后,需要对工件进行修整,以确保工件的精度。前面介绍了两种常用的砂轮修整方法——滚轮修整和车削修整。. 相信了解过的朋友都会明白,与车削法相比,滚轮修整精度和效率更高,使用寿命更长
1.
| 案例 |
轴承导轨达不到精度 |
| 工件 |
双导向球轴承 |
| 研磨方式 |
成型磨削 |
| 修整器 |
单点金刚石修整 |
| 要求 |
轮廓(±0.003mm)Ra<0.4 |
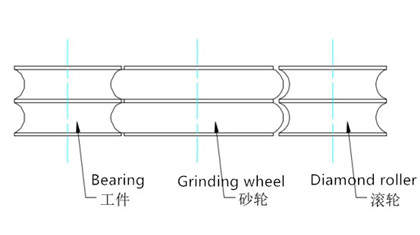
 2、为解决客户现场问题,满足型材、加工效率、寿命等要求,结合现场调查分析结果,决定更换原修整工具——金刚石笔,以金刚石滚轮作为在线修整计划。首先用与轴承内圈导轨形状相同的金刚石滚轮修整砂轮,然后再用修整轮磨削工件,以有效达到目标轮廓标准和粗糙度要求。
2、为解决客户现场问题,满足型材、加工效率、寿命等要求,结合现场调查分析结果,决定更换原修整工具——金刚石笔,以金刚石滚轮作为在线修整计划。首先用与轴承内圈导轨形状相同的金刚石滚轮修整砂轮,然后再用修整轮磨削工件,以有效达到目标轮廓标准和粗糙度要求。

3、根据客户对磨削和粗糙度的要求,我们对修整速比和进给量较小的砂轮进行修整试验:
| 修整参数 |
修整工具 |
金刚石旋转修整器 |
| 速度 |
15-20m/s |
| 转速 |
60m/s |
| 进给 |
每次进给0.003mm |
4、测试结果如下:
| 工件 |
测量 |
结果 |
| 左上角 |
0.0022mm |
通过 |
| 左下角 |
-0.0027mm |
通过 |
| 右上角 |
0.0029mm |
通过 |
| 右下角 |
-0.2226mm |
通过 |
| 要求 |
0.317um |
通过 |
测试所有指标以满足客户要求。金刚石滚轮修整方案完美解决了客户原有的单点金刚石修整方案成本低、良率高的问题。





.jpg)
.jpg)
.jpg)
.jpg)
.jpg)





