用修整工具对砂轮的钝面进行整形或修整,以恢复磨削性能和修正工作面几何形状的过程。及时、正确地修整砂轮是提高磨削效率、保证磨削质量不可缺少的环节。砂轮修整一般包括车削、金刚石滚轮、磨削和滚压等。
车削精加工方法
以单粒金刚石(或由细金刚石制成的金刚石修整块)为工具车削砂轮是常见的修整方法。安装在刀架上的金刚石刀具通常在垂直和水平方向上倾斜约5°~15°。金刚石与砂轮的接触点应低于砂轮轴线0.5~2mm。修整时,应以均匀的低速进给移动金刚石。要求磨削后的表面粗糙度越小,进给速度越低。如果表面粗糙度要达到Ra0.16~0.04 m,修整进给速度应低于50mm/min。总修整量一般为单面0.1mm左右,往复修整重复数次。粗修的切削深度为0.01。

1 车削和修整砂轮
金刚石滚轮修整法
金刚石滚轮采用镀层或粉末冶金的方法,将金刚石颗粒嵌入到由金刚石滚轮制成的钢滚轮表面,以一定的速度旋转(从而降低滚轮与滚轮的相对速度)。砂轮),高速旋转的砂轮表面磨削和滚动作用,使砂轮和辊型表面的锋利度与工作表面一致。金刚石滚轮结构复杂,制造成本高,经久耐用,修整效率高,适用于批量生产的具有特殊形状表面(如涡轮叶片的螺纹、齿轮和榫齿)的修整和砂轮。
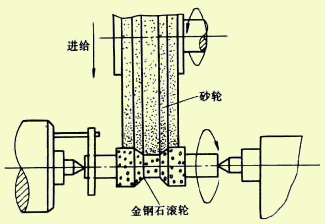
2 金刚石滚轮修整砂轮。
砂轮修整法
采用低速旋转的超硬碳化硅砂轮和高速旋转的砂轮进行磨削,达到修整的目的。
 滚压修整法
滚压修整法
采用硬质合金圆盘,由一组波浪形白铁圆盘或一组带槽的淬硬钢板制成的一组滚轮,用砂轮滚压和挤压修整。滚轮一般安装在修整夹具上,手动操作。





.jpg)
.jpg)
.jpg)
.jpg)
.jpg)





