阀门材料的种类 根据阀门的使用场合,阀门材料可分为以下三类。
1)在车用汽油机上的应用大致分为4种:
①轻型客车和卡车,进气门采用40Cr,排气门采用4Cr9Si2、4Cr10Si2Mo钢;
②中型客车,进气门采用5Cr8Si2、4Cr9Si2,排气门采用21-4N钢;
③4Cr10Si2Mo用于中低档汽车的进气门,21-4N用于排气门;
④ 4Cr10Si2Mo、21-4N用于中高档轿车的进气门,21-4NWNb、Inconel751、Nimonic80A用于排气门。
2)车用柴油机,中型车进气门采用4Cr9Si2、4Cr10Si2Mo,排气门采用XB、MF811、X85CrMoV182、21-12N、23-8N;4Cr9Si2、4Cr10Si2Mo、MF811、X85CrMoV182、MF811、X85CrMoV182、XB,排气阀采用21-12N、23-8N、21-4Nb、ResisTEL。
3)4Cr9Si2、4Cr10Si2Mo用于机车、船舶高速柴油机的进气阀;排气阀:国产机车柴油机用4Cr14Ni14W2Mo、21-12N、LF2、LF4、21-4NWNb、ResisTEL、Inconel751、Nimonic80A。
| 类型 |
材料等级 |
交货时的热处理状态 |
硬度HB |
抗拉强度 |
建筑
钢材 |
40Cr |
退火 |
≤269 |
-- |
| 45Mn2 |
退火 |
≤269 |
-- |
| 马氏体钢 |
4Cr9Si3 |
退火 |
≤269 |
-- |
| 5Cr9Si3 |
退火 |
≤300 |
-- |
| 5Cr8Si2 |
退火 |
≤300 |
-- |
| |
4Cr10Si2Mo |
退火 |
≤269 |
-- |
| 8Cr20Si2Ni |
退火 |
≤300 |
-- |
| 9Cr18Mo2V |
退火 |
≤300 |
-- |
| 奥式替岗 |
4Cr14Ni14W2Mo |
解决方案 |
≤255 |
-- |
| 2Cr21Ni12N |
解决方案 |
≤209 |
-- |
| 5Cr20Mr8Ni2N |
受控冷却 |
≈385 |
≈1300 |
| 1000-1100℃ 溶液 |
≤385 |
≤1300 |
| 5Cr21Mr9Ni4N |
受控冷却 |
≈385 |
≈1300 |
| 1000-1100℃ 溶液 |
≤385 |
≤1300 |
| 5Cr21Mn9Ni4Nb2WN |
受控冷却 |
≈385 |
≈1300 |
| 1000-1100℃ 溶液 |
≤385 |
≤1300 |
| 6Cr21Mn10MoVNbN |
受控冷却 |
≈385 |
≈1300 |
| 1000-1100℃溶液 |
≤385 |
≤1300 |
| 3Cr23Ni8Mn3N |
受控冷却 |
≈360 |
≈1250 |
| 1000-1100℃ 溶液 |
≤360 |
≤1200 |
| 高镍合金 |
GH145 |
930-1030℃ 溶液 |
≤325 |
≤1100 |
阀门材料加工中的常见故障模式
阀门材料在研磨中的研磨特性。磨屑容易粘附在砂轮表面,填满磨粒间的孔隙,砂轮失去磨削能力。这种现象在高镍材料中最为明显,其次是奥氏体不锈钢,马氏体不锈钢较轻。由于其韧性高,磨屑不易被切掉,砂轮的磨粒容易变钝,使磨削变差,导致砂轮要经常修理。单位面积磨削力大,可达68600MPa,磨削温度可达1000~1500℃,易发生烧伤;表面硬化严重,是基材硬度的1.4~2.2倍,硬化深度为0.1~0.2mm;由于不锈钢的线膨胀系数比普通钢大50%,导致工件容易变形;奥氏体不锈钢无磁性,磨削和夹紧困难。
磨澳阀门案例分享
磨澳阀门经过多年对阀门材料的研究和实际磨削应用性能的积累,我们来分享一些加工国六排放标准阀门的实际案例。
1、阀头磨削:(阀体材质:高镍材质)
| 产品名称 |
粗磨头 (外圆 + 圆锥) 60° 砂轮 |
| 规格 |
510D-30T-203.2H-60° |
| 结合剂 |
电镀 |
| 重量 |
20-25Kg |
| 动平衡 |
≤0.5g |
| 安装要求 |
径向跳动和端部跳动 ≤0.003mm |
| 工件 |
| 利润 |
φ0.5-1mm |
| 材料 |
镍 30(高镍) |
| 工件精度 |
Rz≤10μm |
| 其他要求 |
表面无划痕、烧伤、振动痕迹等缺陷 |
.jpg)
| 加工效果 |
| 使用寿命 |
100-120000个 |
| 粗糙度 |
Rz≈5μm |
| 处理时间 |
10s |
| 稳定 |
批处理大小稳定,无需调试 |
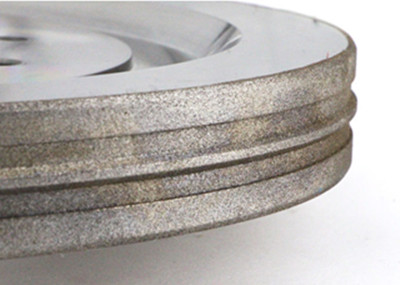
2.气门锁槽磨削:(气门材质:马氏体/奥氏体)

| 产品名称 |
锁槽砂轮 |
| 规格 |
400D*24T*160H |
| 结合剂 |
电镀 |
| 重量 |
16-20kg |
| 动平衡 |
≤0.5g |
| 安装要求 |
径向跳动和端部跳动 ≤0.003mm |
| 工件 |
| 利润 |
φ1.2mm |
| 材料 |
马氏体耐热钢 |
| 工件精度 |
Ra≤0.8μm |
| 其他要求 |
磨面质地一致、无颤痕、无划痕、烧伤、毛刺 |
| 加工效果 |
| 使用寿命 |
120-150000个 |
| 粗糙度 |
Ra≤0.8μm |
| 处理时间 |
7~8s |
| 稳定 |
批处理大小稳定,无需调试 |





.jpg)
.jpg)
.jpg)
.jpg)
.jpg)





