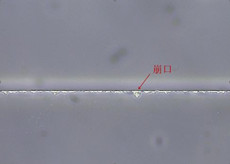
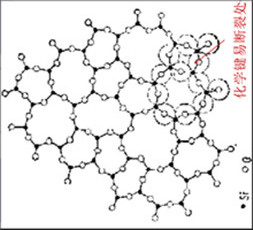
磨玻璃时遇到的常见的问题是碎边量超出范围,那么为什么会出现碎边?原因是玻璃具有无定形和不规则的非晶结构,这意味着磨削玻璃时边缘碎裂是不可避免的和随机的。输入决定了磨削系统中的输出效果。四大输入因素是设备、工具、参数和工件。边缘碎裂是这些因素综合作用的结果。
影响研磨效果的特性有:直径、粒度、槽角、跳动(同心度)。
1. 直径
砂轮直径越小,磨削线速度越低,会导致砂面上单一磨料的磨削量增加,从而增加磨削力,容易产生断边。
因此,磨头直径应合理设计磨头直径。
2.磨粒
磨粒越粗,表面的磨粒越少,这也会导致磨削时磨料的磨削量增加,从而增加磨削力,更容易产生断边。
为了有效地将断边控制在要求的范围内,应合理选择金刚石的粒度。
3. 凹槽角度
精加工槽的角度会在一定程度上影响断边量,因为砂轮在磨削玻璃时会产生压应力和剪应力,而剪应力对断边影响大。减小凹槽的角度可以使力向压应力转移,从而减少边缘断裂。
但需要注意的是,槽角的减小会在一定程度上影响排屑,因此控制合适的角度非常重要。
4.同心度
同心度也是我们常说的打浆大小,打浆越大,磨头越不稳定,参与磨削的磨料数量减少,导致磨料单磨量大,受力大,导致越容易塌陷生产。
因此,严格控制磨头的同心度也是重中之重。





.jpg)
.jpg)
.jpg)
.jpg)
.jpg)





