砂轮修整的必要性
砂轮修整在高速高效磨削、精密超精密磨削、成形磨削过程中具有至关重要的作用。磨削过程中主要是砂轮与工件表面相互作用,砂轮随着磨削的进行逐渐磨钝难以有效磨削。为了保证磨削质量和精度,需对砂轮定期修整

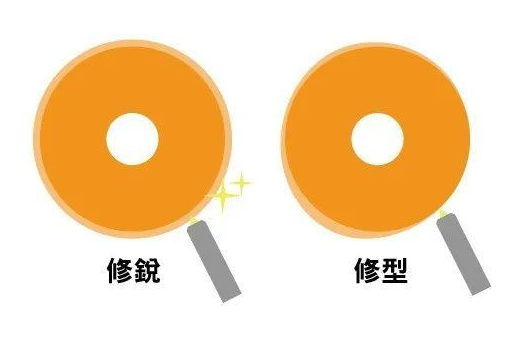
砂轮修整主要分为修形和修锐两个方面。修形是指处理砂轮的轮廓和形状,补偿砂轮在使用时造成的形状损失,让其加工成与工件的形状相适应的指定形状的作业。修锐是指对砂轮表面进行调整,露出新的磨料和锋利的尖点,从而在钝化的磨粒上形成切削刃的作业。
金刚石砂轮的修整难点
一方面超硬磨料的机械强度极高,破碎极其困难,.且磨粒镶嵌在结合剂中形成了软硬结合的密实结构,采用传统修整方法很难像修整普通砂轮那样将结合剂.和磨粒同时修除.所以造成整形效率低.修形困难等问题
另一方面由于超硬磨料具有高的表面结合能,不容易与结合剂形成强度高的结合,所以,修整过程中磨粒不容易通过磨粒局部破碎修除,往往是通过磨粒的整体脱落修除,使砂轮修整结果难以达到非常精密的修整精度
金刚石砂轮修整的常用方法
车削法(单点金刚石笔修整),磨削修整法,金刚石滚轮修整法,电解及电火花修整法
磨澳为你提供的周边磨修整方案如下:
周边磨修整方案
| 修整轮 |
周边磨砂轮 |
应用 |
| 型号 |
特点 |
粒度 |
砂轮结合剂 |
砂轮粒度 |
磨削方式 |
刀片材质 |
| 陶瓷氧化铝修整轮 |
硬度较低,修整时不会对金刚石颗粒造成损伤,修整周边磨砂轮首选。 |
120# |
树脂 |
≥320# |
周边磨 |
硬质合金,陶瓷,金属陶瓷 |
| 金属 |
>600# |
周边磨 |
硬质合金,陶瓷 |
| 陶瓷 |
>240# |
周边磨 |
硬质合金,陶瓷 |
| 320# |
树脂 |
<320# |
周边磨 |
硬质合金,陶瓷,金属陶瓷 |
| 金属 |
≤600# |
周边磨 |
硬质合金,陶瓷 |
| 陶瓷 |
≤240# |
周边磨 |
PCD,PCBN |
| 500# |
陶瓷 |
≤1500# |
周边磨 |
PCD,PCBN |
| 陶瓷碳化硅修整轮 |
硬度较高,适用于对砂轮修整 |
80# |
树脂 |
>120# |
顶面&底面 |
硬质合金,陶瓷,金属陶瓷 |
| 金属 |
>150# |
顶面&底面 |
硬质合金,陶瓷 |
| 200# |
树脂 |
≥240# |
周边磨 |
硬质合金,陶瓷,金属陶瓷 |
| 金属 |
≥420# |
周边磨 |
硬质合金,陶瓷 |
以上的修整轮选择方式仅供参考。
欢迎咨询河南磨澳超硬材料有限公司,我们将会根据您的实际生产状况选择更加合适的修整方案。





.jpg)
.jpg)
.jpg)
.jpg)
.jpg)





