无心磨床没有中心,似乎无法控制工件。这就是使操作确实至关重要和困难的原因。如果在此过程中掌握了适当的基础知识并进行了适当的设置,则无心磨削将在金属加工操作中实现表面光洁度、圆度和尺寸公差。使这种磨削操作在其他工艺中脱颖而出的原因在于,如果通过正确地坚持其基本原理并正确处理砂轮、调节轮和工作刀片。
无心磨床根据工件的尺寸和形状,有多种方法可用于将工件固定到位。例如,无心磨床磨削的零件具有平面平行几何形状,则可以使用直通进给来支撑,无心磨床工作原理是其在磨削过程中,砂轮的力将工件推入运行速度远低于砂轮的调节轮,并靠在支架上。这就是通过将工件压在调节轮和砂轮之间而将其固定到位的方式。然后调节轮确定工件的旋转速度。这控制了磨削发生的实际速度。
1、砂轮架固定式无心外圆磨床,这种形式的无心磨床的砂轮架固定在床身上,导轮和托架之间可作相对调整移动,在通磨或切入磨削时,导轮、托架和工件一同作进给和补偿运动。
2、砂轮架移动式无心外圆磨床,这种形式的无心磨床的托架固定在床身上,砂轮架和导轮架相对托架可作调整运动,特殊情况下可做进给运动。这类无心磨床的砂轮、导轮主轴多数采用双支承结构形式。
3、倾斜式无心外圆磨床,这种形式的砂轮、导轮中心连线与水平面倾斜α角。托架固定在床身上,砂轮、导轮主轴为双支承结构。导轮架相对托架可做调整运动,砂轮架作进给补偿运动 。
无心磨床的操作方式

1、开机前,检查机器周边情况,油箱油位是否正常,冷却水箱水位、砂轮与导轮及支撑刀片间隙是否正常,机床内是否有工作物或杂物。开机前检查开关是否可靠,确认防护罩等安全防护是否有效。
2、观察机床液压表压力是否正常,启动前,必须将砂轮和导向轮擦拭干净。
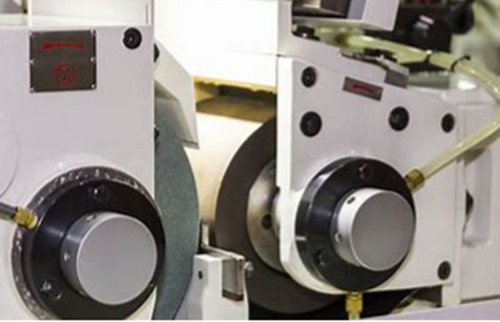
3、无心外圆磨床没有主轴箱和尾座,相反,工件由支撑板和导向轮支撑,并由砂轮研磨,无心磨床是一种不需要使用工件轴线的磨床,它由砂轮、调整轮和工件支架组成,顶尖外圆磨床就是顶住工件的两端中心来磨削外圆。
4、支撑板的上表面倾斜30 ~ 50°,使工件被切削力紧紧压在导轮上,导轮轴线相对于砂轮轴线有一个倾斜角α(1 ~ 5°),它主要由砂轮、调整轮和工件支架三个机构组成,其中砂轮实际执行磨削工作,调整轮控制工件的旋转和工件的进给速度。
5、由于导轮轴线与砂轮轴线之间存在倾角α,工件与导轮不呈直线接触,无心磨床通过无心磨削来磨削工件旋转表面的磨床,通常称为无心外圆磨床,工件被放置在砂轮和导轮之间,并由支撑板和导轮支撑,而不是由中心定心和支撑,砂轮一般安装在主轴端部,而宽度大于250 mm的砂轮安装在主轴中部,砂轮最大宽度可达900 mm。
无心磨床的保养
主轴油压力限定在8-10KG/CM之间
每天开机前使用注油器适当润滑机床
修整座滑板每天加注适量润滑油,并保持滑板的清洁(干净无杂物、杂质并呈润滑状态
经常检查拉链器的松紧
定期检查砂轮传动带的松紧
机床每使用2000小时更换一次主轴





.jpg)
.jpg)
.jpg)
.jpg)
.jpg)





