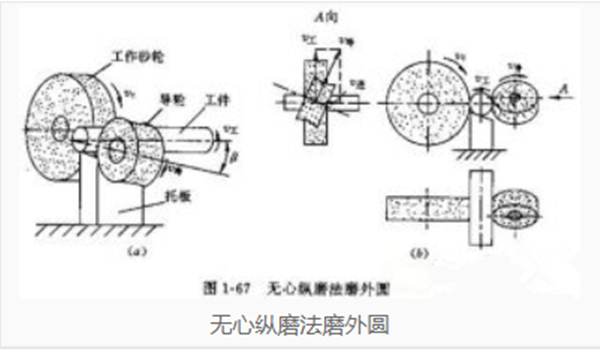
无心磨削一般在无心磨床上进行,它与导轮、托板相互作用,用以磨削工件外圆。磨削时工件不用顶尖定心和支承,而是放在砂轮与导轮之间,由其下方的托板支承,并由导轮带动圆柱形工件在垫铁上转动。无心磨削也可用于内圆磨削,加工时工件外圆支承在滚轮或支承块上定心,并用偏心电磁吸力环带动工件旋转,砂轮伸入孔内进行磨削,此时外圆作为定位基准,可保证内圆与外圆同心。无心内圆磨削常用于在轴承环专用磨床上磨削轴承环内沟道。
无心磨削工艺的五要素
要素简介
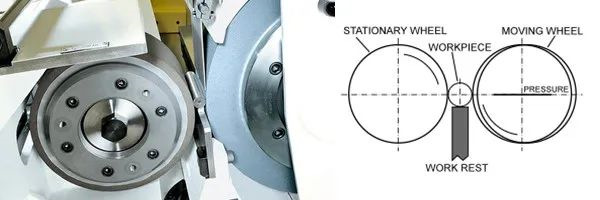
无心磨床磨削的砂轮、导轮(控制轮或调节轮)和工作台刀片。需要磨削的工件,可以是一个部件,也可以是一块材料。合适的导轨可在工件进出砂轮或进行磨削时为工件提供支撑。还有要磨削的工件,无论是材料的组成部分还是长度,以及在工件进出轮子或磨削时用于支撑工件的合适导轨。对于不同类型的无心磨削,这些元件可以以不同的方式排列,但无心磨削工艺的基本原理保持不变。
无心外圆磨床的三种磨削方式
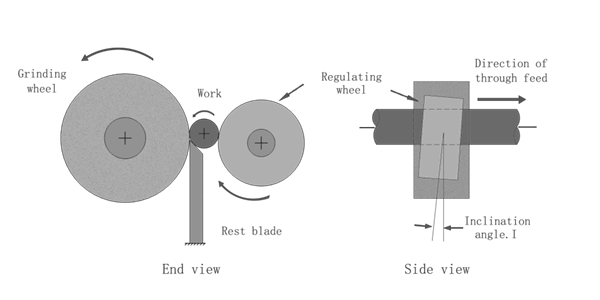
1、通过式无心磨削
工件沿砂轮轴线方向进给进行磨削。调整导轮轴线的微小倾角来实现工件轴向进给。适于磨削细长圆柱形工件。无中心孔的短轴和套类工件等。
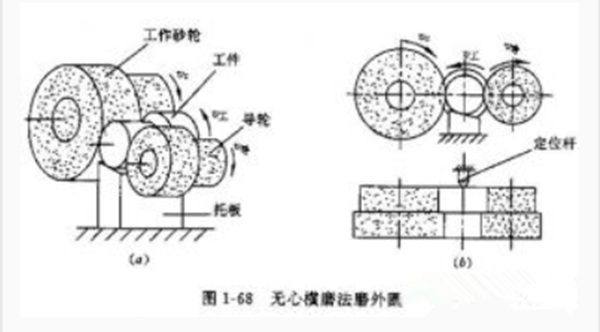
2、切入式无心磨削
托板上有轴向定位支点,工件支承在托板一定位置上,以砂轮或导轮切入进行磨削。用于磨削带轴肩或凸台的工件以及圆锥体,球体或其他回转体工件。
3、切入式-通过式无心磨削
这是前两者的复合。此外,还有切线进给式磨削和使带台阶的工件在轴向进、退的端面进给式磨削。无心外圆磨床生产率较高。多用于大量生产,易于实现自动化。
无心磨砂轮粒度的选择
简介:
- 粗粒度的无心磨砂轮往往用于粗磨加工,只能加工要求不算高的工件,一般在加工时为了加快磨削速度,对加工量较大的工件第一道加工都会采用这种方法,这是由于它加工速度比较快的特点,但工件的光洁度较低。
- 细粒度的无心磨砂轮加工的工件质量精度则相反,其加工速度稍慢,但被加工的工件光洁度高,如选择的粒度适当可达到镜面效果,因此,选择无心磨砂轮是要根据工件的技术工艺要求具体进行选择。其中也包括砂轮的硬度、组织密度,粒度的选择。磨削不同的工件,选择的切削液也各不相同。普通的铁质,我们只需用普通的切削液,而磨铝类软质零件时需要用煤油来冷切。
磨澳无心磨削解决方案

► 应用范围:
研磨硬质合金、陶瓷、磁性材料、不锈钢棒、PCD &PCBN材料
► 粘合剂类型:树脂粘合,金属粘合
► 适用无心磨床: Koyo, Crystec, Dedtru, Landis, Okuma, Paragon, Royal Master, Unison, WMV
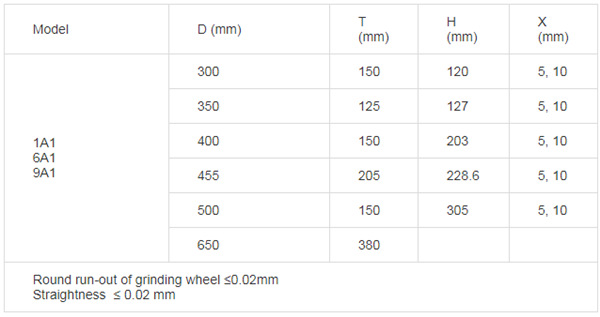
►规格信息:





.jpg)
.jpg)
.jpg)
.jpg)
.jpg)





