磨削工艺和滚压工艺可以提高零件的尺寸精度,降低表面粗糙度。但有以下区别。
1.磨削
磨削比轧制可以达到更高的精度。
在实际生产中,在内孔磨削过程中很难降低磨削区的温度。磨削区的高温(表面局部温度可高达1000℃)会对零件的使用性能造成极大危害。表层产生的残余拉应力、磨削裂纹和烧伤会影响零件的使用性能,导致生产效率低下。
磨削要达到高精度还需要三个条件:磨床、砂轮、稳定高效的控制。
.jpg) 2、滚压
2、滚压
滚压不能提高零件的形状和位置精度,因此滚压加工后零件的精度主要由零件的前加工(车削)精度、表面粗糙度决定。
轧制无切割,尺寸易于控制,过程无剧烈加热。
滚压加工零件的表层产生残余压应力和冷硬化,可以提高零件的疲劳强度,提高生产效率。
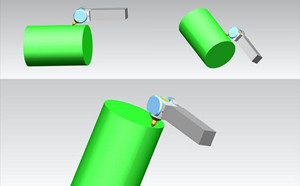
滚压加工原理:是一种压力精加工技术,它利用金属在常温状态下的冷塑性特性,对工件表面施加一定的压力,使工件表面金属产生塑性流动,从而使工件表面产生塑性流动。填补原有残留低谷,降低工件表面粗糙度





.jpg)
.jpg)
.jpg)
.jpg)
.jpg)





