在工业制造领域,硅胶类材料的精密磨削加工一直面临着诸多技术挑战。本文将从微观结构特征入手,深入解析电镀金刚石砂轮的结构奥秘,并结合实际案例展示其在硅胶磨削中的卓越表现。
1.微观结构解密:电镀砂轮的独特优势
通过电子显微镜观察,在60倍放大倍数下,电镀金刚石砂轮展现出以下关键结构特征:
✔ 镀层结合特性:金属镀层与基体形成冶金结合界面,结合强度显著优于传统工艺,有效防止磨料过早脱落(左图示);
✔ 磨料分布特征:金刚石磨料均匀镶嵌于金属镀层中,颗粒间距合理,这种结构可以确保磨削时的稳定性和加工效率(右图示)。


2.客户痛点:传统砂轮的局限
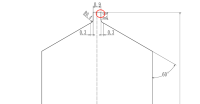
某客户在硅胶制品生产过程中面临特殊加工需求:需要一种具有0.9mm宽外凸棱边的特殊砂轮,对表面精度要求相对宽松。初期采用陶瓷结合剂砂轮时,遭遇以下问题:
✔加工质量不稳定;
✔砂轮更换频繁;
✔设备停机时间长;
✔综合生产成本居高不下。
陶瓷结合剂砂轮与电镀金刚石砂轮对比如下:
| 特征 |
陶瓷结合剂砂轮 |
电镀金刚石砂轮 |
| 磨料类型 |
普通磨料(刚玉、碳化硅) |
超硬磨料(金刚石/CBN) |
| 结合剂 |
玻璃相陶瓷(Al₂O₃-SiO₂) |
金属电镀层(镍/镍钴合金) |
| 磨料分布 |
多磨粒层随机分布 |
单磨粒层有序排列,致密无气孔 |
| 结合方式 |
高温烧结化学键合 |
电镀机械-冶金复合结合 |
3.技术突破:电镀金刚石砂轮的优势
电镀金刚石砂轮采用金属镀层将金刚石磨料直接附着于金属基体表面,具有以下显著优势:
✔形状定制灵活:能够方便地制成各种非标准形状,完美适配客户所需的特殊棱边结构;
✔磨削效率高:金刚石作为超硬材料,磨削硅胶类材料时效率显著提升;
✔使用寿命长:相比传统砂轮,使用寿命大幅延长,减少更换频率。
虽然使用较粗金刚石粒度会导致棱边角部出现圆角(图中圆圈位置),但由于客户对精度要求不高,这一微小妥协完全在可接受范围内。
4.实际效果:生产效率的全面提升
改用电镀金刚石砂轮解决方案后,客户生产线发生了质的飞跃:
✔使用寿命显著提升:砂轮更换频率大幅降低;
✔停机时间减少:设备利用率显著提高;
✔磨削效率显著提高:生产周期明显缩短;
✔综合成本下降:实现了质量与成本的双赢。
5.行业启示:优化加工方案的决策思路
这一成功案例给我们带来重要启示:没有"最好"的砂轮,只有"最合适"的砂轮。在加工特殊材料时,不能固守传统方案。电镀金刚石砂轮虽然成本较高,但从整体生产效率、设备利用率和综合成本考量,反而成为了更经济的选择。特别是对于硅胶等难加工材料,超硬砂轮往往能带来意想不到的效果。
随着材料科学的进步,未来电镀金刚石砂轮还将在更多领域大放异彩。对于面临类似磨削难题的企业,不妨考虑这一创新解决方案,或许就能找到突破生产瓶颈的钥匙。
您所在企业是否也面临特殊材料的加工挑战?欢迎与我们分享您的具体需求,让我们共同探讨最优解决方案。






.jpg)
.jpg)
.png)
.png)





