铜、铝及其合金,由于它们的硬度低(25~160HB),纯铜和纯铝的硬度只有25~45HB。熔点纯铜为1083℃,铝合金为660℃~780℃,而磨削区的温度可高达1000℃以上。
因此在磨削它们时,在磨削热的作用下,由于工件表面一层金属熔化并灌入砂轮空隙或涂抹在砂轮表面上而产生热熔黏附,使砂轮严重堵塞,失去磨削能力,使磨削特别困难。所以铜、铝及其合金的高质量表面,一般采用精密机床用金刚石刀具进行精密或超精密切削。
还有磨削这类材料,还易出现表面划伤,易出现一道道约0.5~17μm沟状凹痕,用手摸有粗糙感,这是由于砂轮脱离下来的磨粒落入磨削区划伤工件表面所致。铜和铝合金的线膨胀系数为16.6*10^-6~18.5*10^-6,铝和铝合金的线膨胀系数为19*10^-6~24*10^-6,都比一般钢大得多,加上它们不能磁化,在平磨时不便装夹,工件易变形。
由此我们在选择砂轮时,磨料要选择脆而锋利,砂轮越锋利越不容易堵塞。
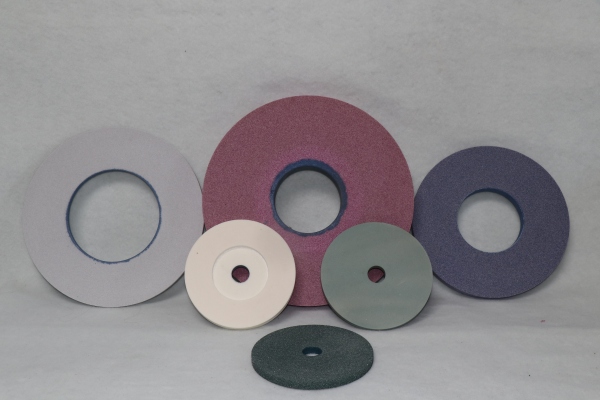
1.普磨磨料
有良好导热性和自锐性的黑碳化硅(C)和绿碳化硅(GC),白刚玉(WA),可以有效地防止砂轮堵塞,并且选用粗粒度以及大气孔砂轮。
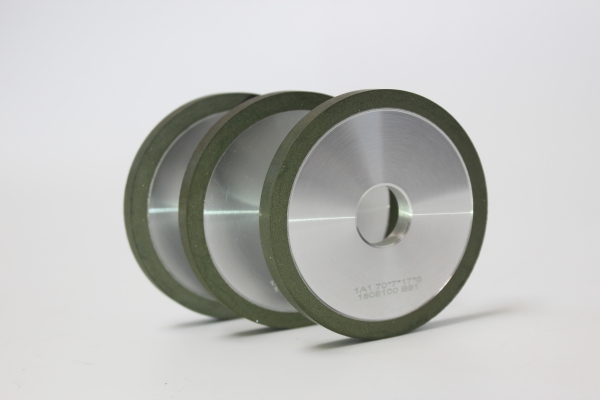
2. 超硬磨料
与纯铜,纯铝一样,铜合金,铝合金的磨削,超硬磨料可以选择金刚石,用树脂金刚石进行磨削
树脂结合剂相比陶瓷结合剂砂轮,更加锋利,表面磨粒脱落快,能时常保持很高的锋利度,有效防止堵塞。
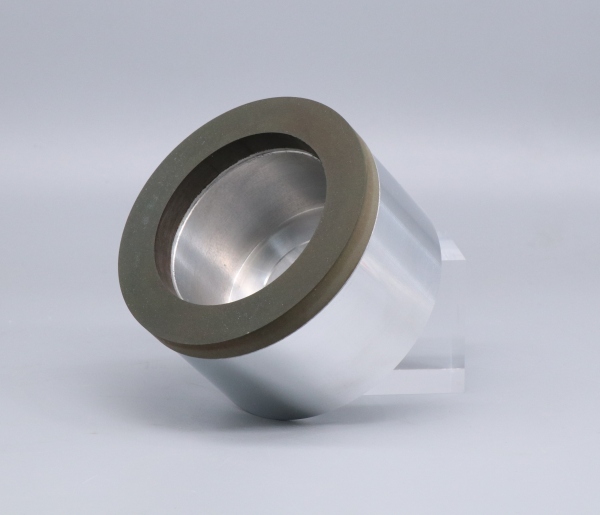
但是在加工部分铜合金,铝合金时,部分铝合金材料更适合树脂CBN砂轮来加工,比如7系铝合金。7系铝合金不同型号含有不同含量的镍,镍在与金刚石当到特定温度,一定数量的镍变成液态时,能在金刚石表面形成一层非常薄的膜,且对金刚石表面的粘附很大,极易造成砂轮堵塞,大大降低加工效率,部分铜合金也是同理。
虽然铜合金,铝合金的硬度都很低,使用金刚石磨料,理论上完全可以磨削,但是根据具体材质选择正确的砂轮,具体情况具体分析,才是提高磨削效率的关键!
河南磨澳始终致力于研发和生产更先进的金刚石及CBN砂轮,以提供给客户完善的磨削解决方案!
用磨削创造比磨削更多的价值!!!






.jpg)
.jpg)
.png)
.png)





