砂轮的修整分为修形和修锐两种。根据具体情况,修形和修锐可同时进行,也可分步进行。
据具体情况,修形和修锐可同时完成,也可分步进行。
砂轮修形和修锐
修形是在特定的磨削需求下,将砂轮的磨料层修成所需要的形状,改变砂轮的宏观形状。或者在磨削加工一段时间后,将砂轮的磨料层恢复要求的几何形状和尺寸精度,并使磨粒尖端微细破碎形成锋利的磨刃。根
修锐是通过去除砂轮磨粒间的结合剂,使磨粒凸出结合剂表面,形成必要的容屑空间,使砂轮具有最佳磨削能力。砂轮在工作一段时间后,由于磨削力和磨削区域高温、粘附等作用,砂轮工作表面的磨粒会逐渐钝化;同时砂轮工作表面的磨粒会因不均匀磨损而失去正确的原始几何形状;此外,由于高速磨削的磨屑非常细小,很容易堵塞砂轮工作表面空隙。为使砂轮始终保持良好的磨削状态,在磨削过程中必须对砂轮进行修整。
好的修整,可以使砂轮在磨削加工时呈现好的磨削效果,更能加工出高质量和高精度的工件。因此,好的修整匹配高质量的砂轮,往往可以让磨削工作事半功倍!
砂轮的修整工具有很多,此次主要介绍金刚石滚轮修整。
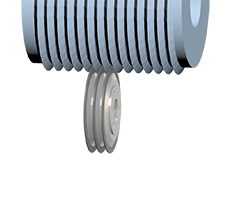
金刚石滚轮修整法:

金刚石滚轮是通过电镀或粉末冶金在钢辊表面嵌入大量金刚石颗粒,以一定速度旋转,在高速砂轮表面产生磨削和滚动作用而制成的金刚石滚轮,使砂轮能得到与金刚石滚轮轮廓一致的锋利工作面。金刚石滚轮制造复杂,成本高,但经久耐用,修整效率高,是用于大批量成型磨削的专用机床和齿轮磨床加工的高效率、高寿命、低成本的砂轮修整工具。
金刚石滚轮的工作原理:
通过安装在磨床的修整装置上,金刚石滚轮修整普通陶瓷砂轮或CBN砂轮,砂轮成型后再磨削零件,从而将金刚石滚轮的外形轮廓及精度、尺寸通过砂轮复制到被加工的零件表面。其特点是机床操作简单,对操作工人的技术要求不高,加工的产品精度一致性好,质量稳定,能显著提高生产效率和产品质量,降低制造成本,容易实现磨削加工自动化。与传统的单点金刚石笔修整相比,生产效率大幅度提高,且加工出的零件表面质量和精度更高,特别适合高精度、大批量生产中。
注意事项:
(1)不要给滚轮强力撞击。
(2)砂轮和滚轮接触时不要按ON/OFF按钮(停止后才可以)
(3)修整前,必须将滚轮和砂轮各自用冷却液冷却一定时间,修整时冷却液的流速和压力应与砂轮磨削时相等。
(4)修整时与砂轮接触部位充分注入冷却液。
(5)驱动装置的回转部分不能进入脏物。
(6)滚轮修整时每次给量不能超过0.02。





.jpg)