在磨削加工中,我们不但看重砂轮的锋利度和寿命,更看重工件加工后的精度以及表面光洁度。想达到更高的精度和更好的表面质量,应从哪方面入手?答案是“粒度”。
粒度是指颗粒的大小。对于超硬砂轮来讲,是指金刚石或者CBN颗粒的大小。
粒度的大小是以95%的物料通过的筛孔尺寸表示。单位常用“目数(#)”表示。
筛网每平方厘米(国际上用每平方英寸)有多少个网孔数,目数既是多少。目数越高,单位面积内的网孔数也就越多,筛分的颗粒也就越细。
国内常用目数来表示粒度的大小。而在欧美国家,则大多数用粒径来表示颗粒的大小。粒径指磨料颗粒的直径。
下面粒度对照表可以快速查询目数以及粒径的对应关系。
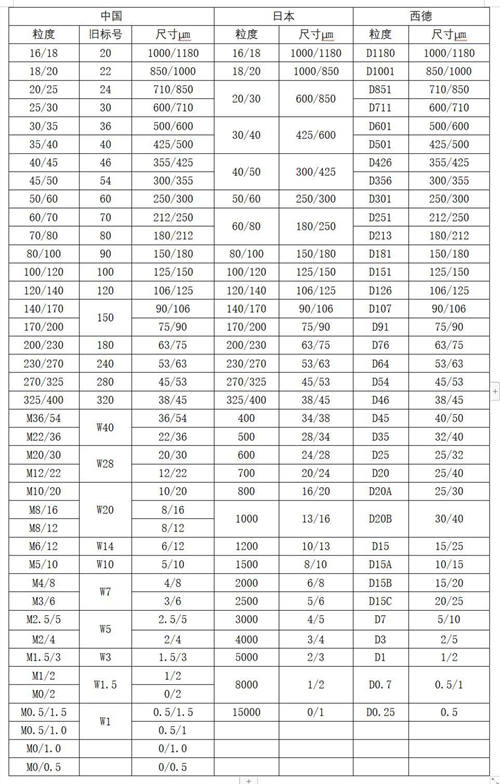
不同粒度表示磨料颗粒的大小不同,粗粒度的颗粒粒径大,目数小。细粒度的颗粒粒径小,目数大。
粗粒度能带来更高的材料去除率,但是加工的精度以及表面光洁度不好。
细粒度能带来更好的精度和表面光洁度,但是加工效率比较低。
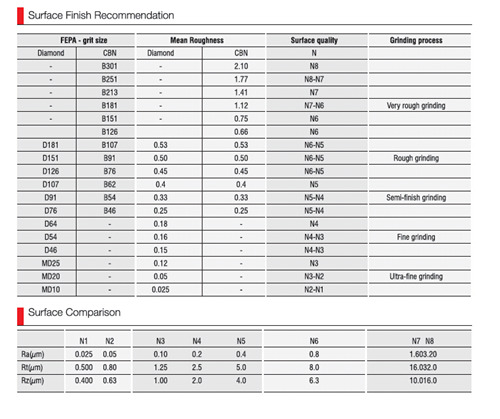
参考如下的表格,根据所想达到的光洁度来选择合适的粒度。
 虽然选择细粒度能够得到好的精度和光洁度,
虽然选择细粒度能够得到好的精度和光洁度,
但也要注意:细粒度的砂轮往往排屑性能和散热性能不佳,容易导致工件的划伤或烧伤,从而影响精度和光洁度。
因此建议,在能满足精度和光洁度的加工要求的情况下,尽可能选择较粗的粒度,这样既保证砂轮良好的锋利度,提高加工效率,同时砂轮也有更佳的自锐性和散热性,避免砂轮的堵塞和工件的烧伤。





.jpg)
.jpg)
.jpg)
.jpg)
.jpg)





