在金属材料的分类上,人们常依照金相特点的不同将不锈钢分为五类,即:马氏体不锈钢、铁素体不锈钢、奥氏体不锈钢、奥氏体铁素体复相不锈钢、沉淀硬化不锈钢。其中最常见的当数奥氏体不锈钢,大约要占到不锈钢总量的70%。

添加不同元素将直接影响不锈钢的组织形态,如铁素体形成元素:Cr、Mo、Si、Ti、Nb;奥氏体形成元素:C、N、Ni、Mn、Cu等。其中Cr元素在不锈钢中的含量对不锈钢的抗蚀性和氧化性有至关重要的影响。
目前,不锈钢中同时加入Cr、Ni元素的要占不锈钢总产量的60%以上。与结构钢相比,不锈钢导热性差、弹性模量低、伸长率大,而且断面收缩率也大,给加工尤其是磨削加工带来不少困难。
不锈钢的磨削特点

磨削加工的显着特点是极易发生磨削粘附,堵塞磨具,影响磨削效率和磨削质量,甚至造成不锈钢加工和磨具的两败俱伤。
1.不锈钢的韧性大,热强度高,而砂轮磨粒的切削刃具有较大的负前角,磨削过程中磨屑不容易被切离,切削阻力大,挤压、摩擦剧烈。单位面积磨削力很大,磨削温度可达1000℃~1500℃。同时,在高温高压的作用下,磨屑易粘附在砂轮上,填满磨粒问的空隙,使磨粒失去切削作用。不锈钢的类型不同,产生砂轮堵塞的情况也不相同,如磨削耐浓硝酸不锈钢及耐热不锈钢,粘附、堵塞现象比1Cr18NiTi严重,而1Cr13、2Cr13等马氏体不锈钢就比较轻。
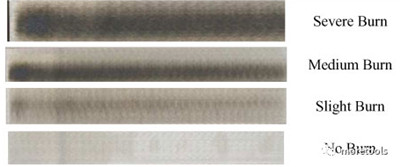
2. 不锈钢的导热系数小,磨削时的高温不易导出,工件表面易产生烧伤、退火等现象,退火层深度有时可达0.01~0.02 mm。磨削过程中产生严重的挤压变形,导致磨削表面产生加工硬化,特别是磨削奥氏体不锈钢时,由于奥氏体组织不够稳定,磨后易产生马氏体组织,使表面硬化严重。
3.不锈钢的线膨胀系数大,在磨削热的作用下易产生变形,其尺寸难以控制。尤其是薄壁和细长的零件,此现象更为严重。
4.多数类型的不锈钢不能被磁化,在平面磨削时,只能靠机械夹固或专用夹具来夹持工件,利用工件侧面夹紧工件,产生变形和造成形状或尺寸误差,薄板工件更为突出。同时也会引起磨削过程中的颤振而出现鳞斑状的波纹。
解决方案
1.磨削不锈钢时,减小砂轮的粘附阻塞是提高磨削效率的重要因素,加工中要经常修整砂轮,保持切削刃的锋利。修整后的砂轮两侧转角处,不允许有毛刺存在。
2.磨料选择是非常重要:CBN(立方氮化硼)砂轮树脂结合剂。适用于不锈钢的精磨,他具有硬度很高、热稳定性好、化学惰性好、耐高温磨料不容易变钝。
3.磨削不锈钢的砂轮选用自锐性好的砂轮,硬度采用G-K级。以J级为主。
4.为减小磨削时砂轮的粘附阻塞,保证光洁度的情况下应选用粗粒度的砂轮。粗磨用46号粒度,精磨时选用60-80号粒度。低表面粗糙度磨削时,粗糙磨分别进行,精磨余量一般留0.05mm为宜,工作装夹误差大时可留0.1mm。
5.磨削液选用必须兼顾润滑和清洗两种作用,供给充足,可选用表面张力小,含极压添加剂的乳化液,可获得高的表面质量。磨削不锈钢的冷却液,一般选用冷却性能较好的乳化液,或含有极压添加剂具表面张力小的冷却液。流量为20~40L/min,砂轮直径大为80 L/min。
6.磨削用量的选择可根据加工余量确定,一般情况下不锈钢磨削余量应取小些,外圆磨削时,直径上的磨削余量为0.15~0.3mm,精磨余量为0.05mm内圆磨削的余量与外圆磨削基本相同。平面磨削时,对面积小,刚性好的零件,单边留余量为0.15~0.2mm,刚性差,面积大的零件,单边留磨削余量0.25~0.3mm。







.jpg)
.jpg)
.jpg)
.jpg)
.jpg)





