我们在为客户提供磨削服务中会发现他们在加工过程中会遇到砂轮消耗得很快这样的问题:
客户:嗨Jim,我的砂轮最近磨损消耗很快!我的设备,工件,操机人员都没有变,这是咋回事呢?
磨澳jim:我们的砂轮出厂前会做严格的质量把控,所以砂轮应该是没什么问题的呀!麻烦您把现场加工的视频和砂轮磨损后的照片一起发过来,我给您看下吧!
客户:好的,我去厂里马上给您拍下!
磨澳jim:行,我等着您!从客观方面来说,砂轮损耗快,不排除砂轮生产原因,但其他原因也不容忽视,要从砂轮生产,设备状况,磨削工艺,工件稳定性几方面来考虑......
一般来说砂轮损耗快,要从这几个原因来分别排除:
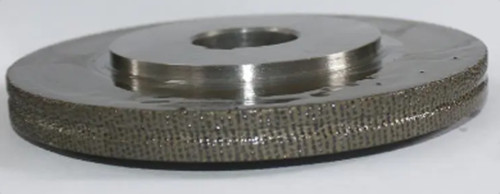
1.砂轮自身原因
砂轮配方软硬度不合适下错料,压制时间不够、压力、温度不到位
2.设备原因
主轴磨损严重,跳动大

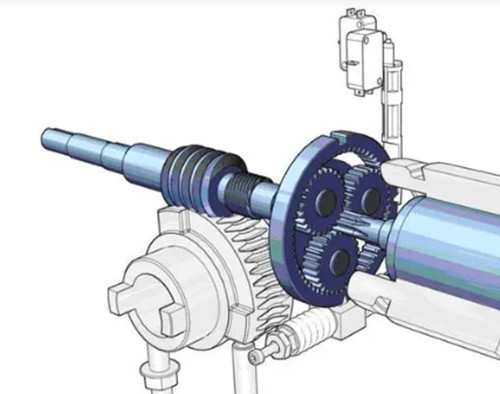
传动机构松动
3.磨削工艺原因
工件尺寸不稳定,手动进刀,进刀量不稳定,砂轮粒度太细与进刀量不匹配,走刀速度太快,吃刀量和走刀速度快,导致砂轮急剧磨损
根据经验,为了提高生产效率,一味加快走刀速度是最常见的砂轮损耗快的常见原因。砂轮走刀速度跟砂轮损耗的关系如下图:
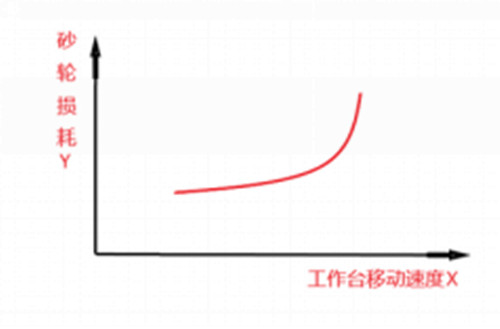
综合加工效率和砂轮损耗,走刀速度有一个最佳的点,超过这个点后,砂轮损耗会急剧增加,这个点要在实际生产中慢慢摸索,既兼顾加工效率,也兼顾砂轮损耗。





.jpg)
.jpg)
.jpg)
.jpg)
.jpg)





