最近,磨澳有一位来自宁波的客户,他在用阿格顿数控周边磨磨床来加工CBN和PCD刀具时遇到了一个磨削问题。
我们来看看他遇到了什么问题,以及磨澳的工程师提出了什么建议吧!
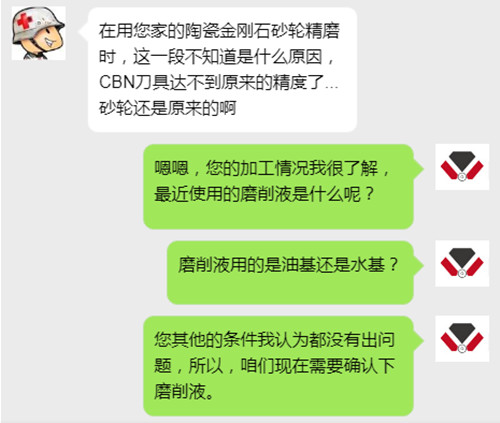
看来,磨澳的焦经理是找到这位客户加工CBN和PCD刀具出现问题的原因了,那大家一起来深入学习下如何解决吧!

磨削液是在磨削加工过程中,砂轮和材料之间既发生切削又发生刻划和划擦,产生大量的磨削热,磨削区温度可达400~1000℃左右,在这样的高温下,材料会发生变形和烧伤,砂轮也会严重磨损,磨削质量下降。在通常情况下磨削加工都会使用磨削液,将大量的磨削热带走,降低磨削区的温度。有效地使用磨削液可提高切削速度30%,降低温度到100~150℃,减少切削力l0%~30%,延长砂轮使用寿命4~5倍。
磨削液的作用
在磨削过程中产生大量的磨削热,磨削区的温度有时可达1000左右。在这样的高温下,工件材料会变得松软,出现裂纹,甚至烧伤,以及砂轮堵塞等现象。特别是对于细长、薄壁、薄板材工件,也可能造成严重变形,甚至产生废品。因此,合理选择磨削液是提高工件表面质量、降低砂轮消耗、提高生产率、保证加工精度、降低成本的重要途径,应引起足够的重视。研磨液具有以下主要功能:、
1、冷却效果
磨削液的导热能有效改善散热条件,带走大部分磨削热,降低磨削温度。
冷却效果与磨削液的种类、形状、用量及使用方法有关。磨削液导热系数越大,冷却效果越显著。例如,水比油有更好的冷却能力,所以它有极好的冷却效果。

2、润滑作用
润滑磨削液能渗入磨粒与工件的接触面,粘附在金属表面,形成润滑膜,减少磨粒与工件的摩擦,从而延长砂轮寿命,降低工件表面粗糙度。工件。由于接触面压力高,纯矿物油不易渗透到磨削区。因此,磨削液中应加入硫、氯、磷等极压添加剂。这些添加剂与钢铁表面接触后能迅速变化,产生新的化合物(硫化铁、氯化铁等)吸附在金属上,从而大大提高润滑效果。
3、清洁作用
研磨液能冲走碎屑和落下的磨粒,避免在工件的研磨表面上划伤。
4、防锈效果
在磨削液中加入人皂和各种防锈添加剂,起到防锈作用,防止工件和机床氧化生锈。


CBN刀具相比PCD刀具,比较容易加工。他们彼此性能不同。CBN主要加工黑色高硬度金属,比如焠硬刚和铸钢(铁),可以耐高温(1000度以上),硬度始终在8000HV,是提高生产效率和加工难加工材料的较好刀具材料。
PCD主要是加工有色金属等非黑色金属的,能够刃磨出很锋利的刃口,得到较好的加工表面,一般可以达到0.2的光洁度。PCD刀具主要用于有色金属及其合金、复合材料、人造板材、石墨及碳纤维、非金属材料等难加工材料的加工。PCBN刀具主要用于黑色金属例如铁、钢、铸铁、淬火钢等效果好。
二者车削加工时用的冷却液也很有讲究。车削CBN刀片的时候,最好不要用水冷却,当切削液温度在900度时,CBN材料于水起亲和作用,影响刀具寿命,太影响CBN刀具的使用寿命和性能,CBN刀具采用煤油冷却或者风冷。而车削PCD刀片的时候,国内一般工具磨床都是水冷,油冷容易打滑且易起火(国内油冷熔点太低)。
如果您关于加工PCD/CBN刀具磨削还有其他的问题,欢迎咨询河南磨澳超硬材料有限公司的高级工程师们,我们将会根据您的实际生产状况选择更加合适的磨削方案。
联系人:Jim(焦经理)
联系方式:15290806197(微信同号)





.jpg)
.jpg)
.jpg)
.jpg)
.jpg)





