首先热烈庆祝郑州成功举办的第三届国际金刚石大会
对于世界上最硬的人造物和天然物质的金刚石的功能性应用和生活场景应用,需要对其进行加工。
会上提到了关于目前全世界应该是最高效的德国DMG激光对于自己相对于激光&磨削&电火花技工加工PCD/CBN/MCD的PK结论(已证实内容由DMG官方发布)

图片源于DMG(完美刀具源于激光加工.PDF)
河南磨澳超硬材料有限公司作为磨削加工行业中相对年轻的企业,抱着学习的态度认真观看了PDF并提出以下问题:
图片中的数据是使用什么品牌的磨削机床(例如:EWAG、COBORN等)以及砂轮进行对比,使用什么品牌的电火花的机床(例如:孚尔默、FUNCA等),还是中走丝甚至是快走丝对比。使用的激光加工的机床是什么型号。没有以上数据不排除田忌赛马的形式。
激光加工是指利用激光束投射到材料表面产生的热效应来完成加工过程,用激光束对材料进行各种加工,如打孔、切割、划片、焊接、热处理等。激光能适应任何材料的加工制造,并且效率远高于磨削。

激光加工示意图
磨削加工是借助磨具的切削作用,除去工件表面的多余层,使工件表面质量达到预定要求的加工方法。常见的磨削加工形式通常有:外圆磨削、内圆磨削、无心磨削、螺纹磨削、平面磨削、成形磨削等。凡是用以进行磨削、研磨和抛光的工具统称为磨具。
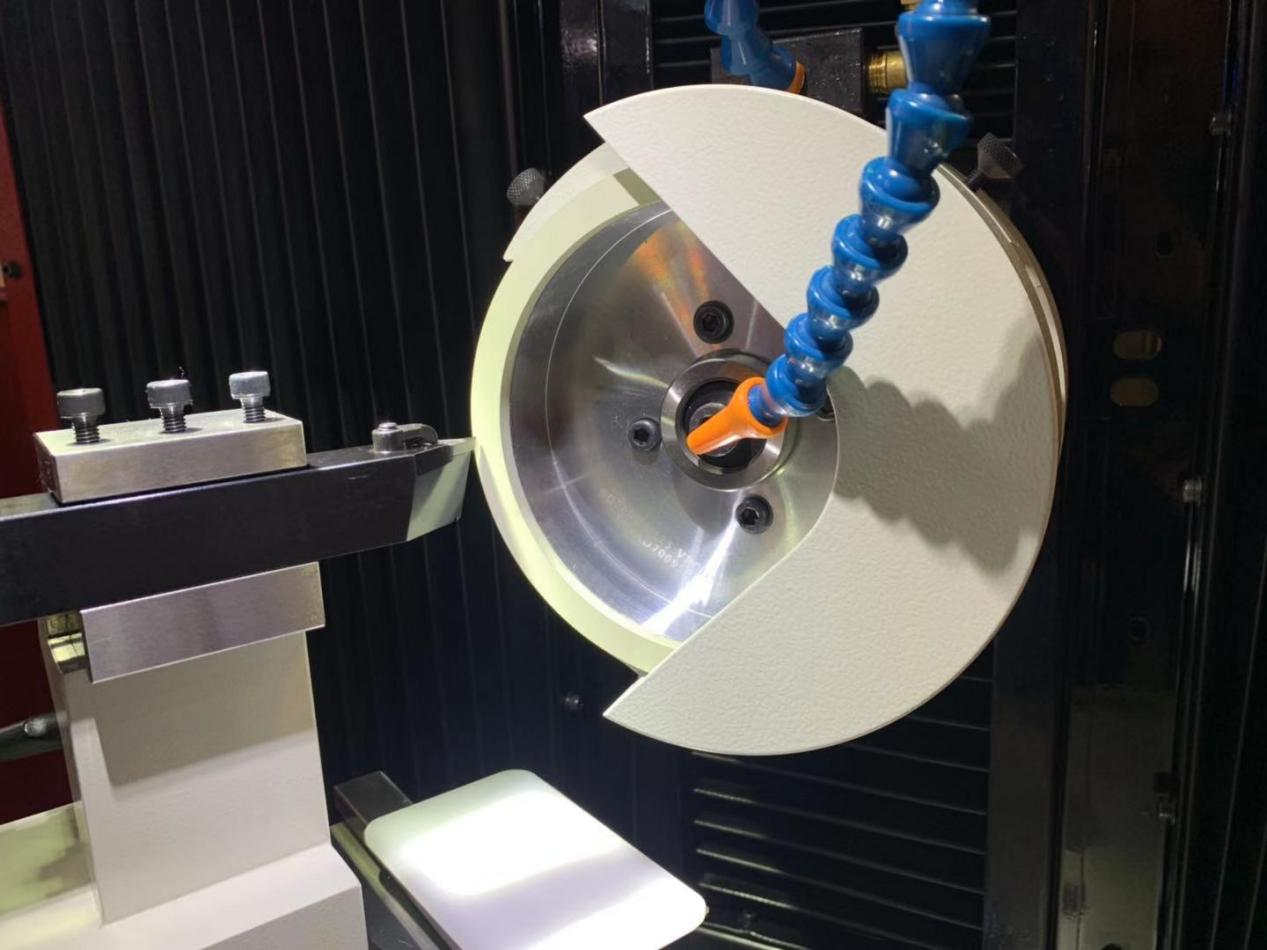
磨削加工示意图
电火花加工机床是利用电火花加工原理加工导电材料的特种加工机床。又称电蚀加工机床。主要用于加工各种高硬度的材料(如硬质合金和淬火钢等)和复杂形状的模具、零件,以及切割、开槽和去除折断在工件孔内的工具(如钻头和丝锥)等。

磨澳作为一家砂轮制造公司,针对图片磨削方面做出以下回答
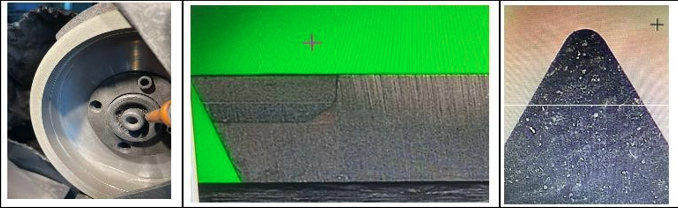
 1.金刚石晶粒破损
1.金刚石晶粒破损
磨削导致PCD等金刚石晶粒破损排除材料因素之外,跟机床刚性、设备状态;砂轮动平衡、精度、锋利度、自锐性、均匀度、粒度和金刚石粒度集中度控制、修整、磨削工艺的优化与否都有关系。
2.粗晶粒的PCD产品无法磨削
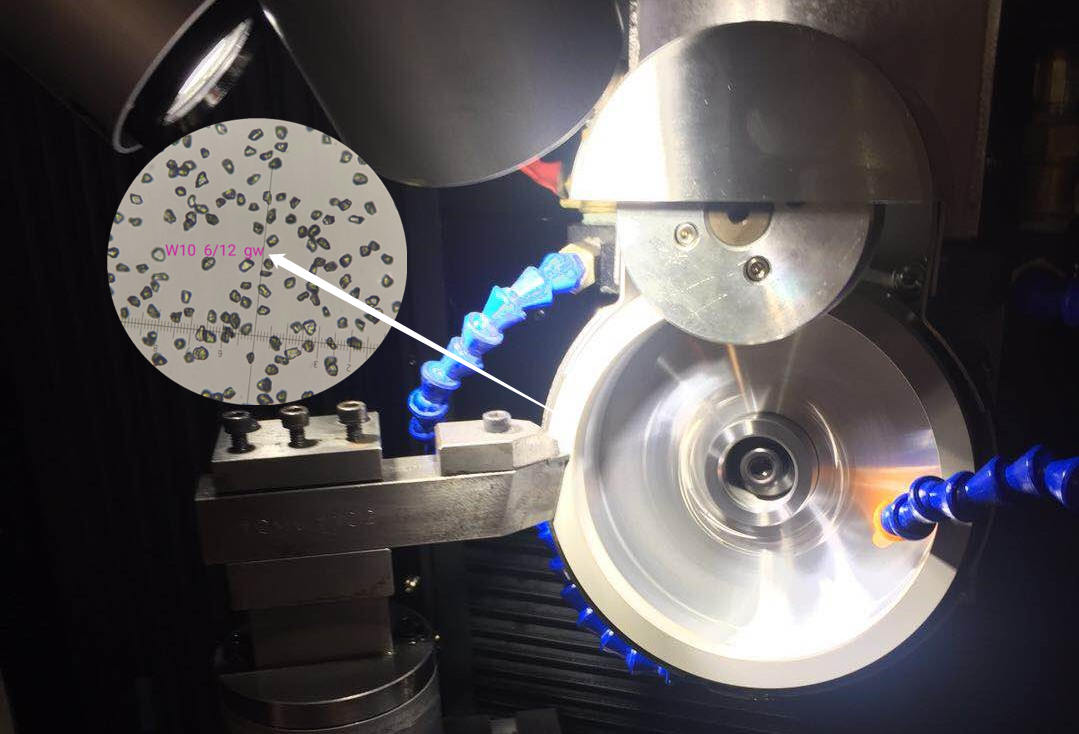
图中PCD片为元素六 10微米
请问是30微米或者以上的牌号?目前磨澳还没遇到过磨不了的PCD 从0.85微米的元素6 CMX850到任何一个品牌E6 GE ILJIN TOMEI的5微米、10微米、30微米,包括一克拉以上的天然钻石的甚至是无需考虑100、110、111(单晶晶相)。
3.无法加工断屑槽
目前据磨澳了解到使用合适尺寸的金刚石可以磨削断屑槽或者说可以磨削一部分断屑槽
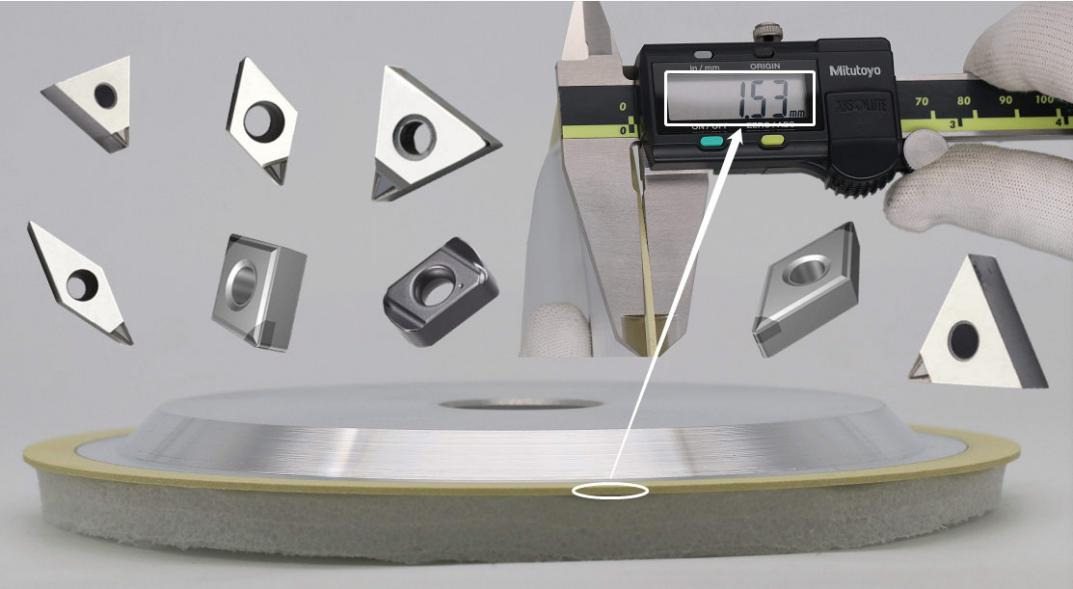
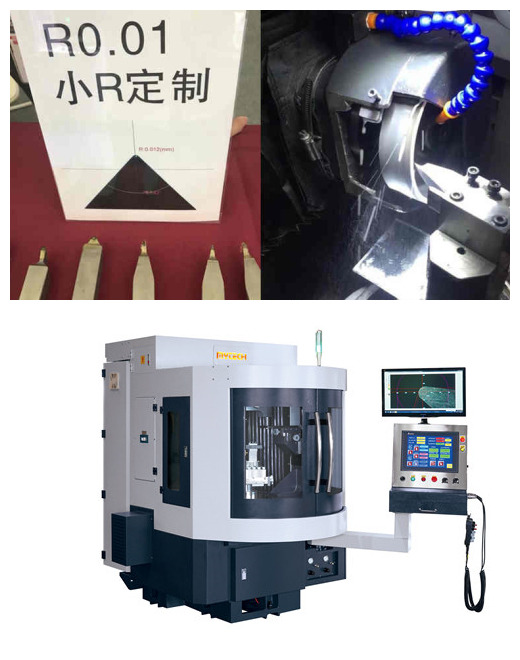
4.砂轮磨损限制圆角半径
磨澳砂轮与客户的优良工况以及台湾首钻PCD磨床配套使用可达到圆弧半径0.01mm(R0.01)。
磨澳观点:磨削、电火花、激光三种方式加工PCD各有利弊,客户需根据自己目标市场定位以及各自订单的复杂简易度,批量和小规模定制与否,刀具应用的具体情景自身的硬件条件等,合理选择加工工艺,磨澳将在磨削领域不断提升客户效率PK世界最优秀砂轮以及磨削方案甚至是加工方案降低PCD等超硬刀具单个工件的生产成本,帮助客户实现降本增效。
激光加工效率高确实是趋势,可能在不久的将来就像数码相机替代胶卷相机一样,激光加工会替代其他加工,但目前看来还需要一段时间。





.jpg)
.jpg)
.jpg)
.jpg)
.jpg)





