微信号:19900915906
sales@moresuperhard.com
ENGLISH
中文
首页
产品展示
陶瓷金刚石 & CBN砂轮
树脂金刚石 & CBN砂轮
高精密电镀砂轮
金属金刚石 & CBN砂轮
真空钎焊金刚石工具
普通砂轮
修整工具
PCD耐磨件,dead center
研磨抛光
导轨磨削用砂轮
首钻PCD磨床经销商- 磨澳超硬
磨削技术知识
修整
平面磨
外圆磨削
内圆磨
无心磨削
砂轮型号
修整
砂轮基础磨削知识
珩磨
工业应用
光伏行业解决方案
轴承行业磨削解决方案
双端面磨削解决方案
汽车行业磨削解决方案
半导体行业加工方案
CNC刀具磨削解决方案
钻石打磨抛光
陶瓷材料磨削解决方案
PCD/PCBN/MCD/CVD刀具磨削解决方案
关于我们
公司简介
视频
客户评论
质检
新闻资讯
行业知识
公司动态
磨澳精工礼
联系我们
English
Chinese
首页
产品展示
陶瓷金刚石 & CBN砂轮
树脂金刚石 & CBN砂轮
高精密电镀砂轮
金属金刚石 & CBN砂轮
真空钎焊金刚石工具
普通砂轮
修整工具
PCD耐磨件,dead center
研磨抛光
导轨磨削用砂轮
首钻PCD磨床经销商- 磨澳超硬
研磨液
修整
平面磨
外圆磨削
内圆磨
无心磨削
砂轮型号
修整
砂轮基础磨削知识
珩磨
关于我们
公司简介
视频
客户评论
质检
新闻资讯
行业知识
公司动态
磨澳精工礼
联系我们
电话:
19900915906
邮箱:
sales@moresuperhard.com
新闻
行业知识
公司动态
磨澳精工礼
首页
>
新闻
>
行业知识
17
07
整体式刀盘数控砂带磨削变形行为研究
分享:
2.1 整体式刀盘数控砂带磨削变形机理
整体式叶盘将叶片与轮盘为一体,具有叶片薄、弯曲扭曲大、叶片间距小、叶根与刃口过渡区曲率半径小等特点。
整个刀盘抛光过程中,在较大接触压力的作用下,容易造成刀片和磨料系统的双重变形。
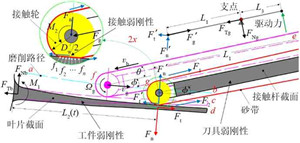
在整刀盘砂带磨削系统中,由于磨头的接触头为细长的悬臂状态杆状结构,整刀盘的单刃为具有悬臂力的薄板结构,接触轮超-弹性材料,在磨削压力的作用下容易产生弱刚性变形。
2.1 整体式刀盘数控砂带磨削变形机理
整体式叶盘将叶片与轮盘为一体,具有叶片薄、弯曲扭曲大、叶片间距小、叶根与刃口过渡区曲率半径小等特点。
整个刀盘抛光过程中,在较大接触压力的作用下,容易造成刀片和磨料系统的双重变形。
在整刀盘砂带磨削系统中,由于磨头的接触头为细长的悬臂状态杆状结构,整刀盘的单刃为具有悬臂力的薄板结构,接触轮超-弹性材料,在磨削压力的作用下容易产生弱刚性变形。
图 8 砂带磨削系统弱刚性变形模型
在整个刀盘的刀面磨削中,刀片最薄处的厚度小于1mm,是典型的薄壁弱刚性部分。
同时,由于整个刀盘的刀刃间通道狭窄,难以设计平衡磨削对象磨削正压的工装夹具,使工件经受地面弱刚性弯曲变形。部分在研磨正压的作用下。
另外,为了配合复杂的曲面,接触轮一般采用超弹性材料,在不同磨削接触压力的作用下,可发生不同程度的弹性变形,从而在皮带与工件之间形成弱刚性变形。 .
2.2 整体式刀盘磨削变形CNC分析 刀盘过
流面深而窄。
在磨削过程中,需要在两刀片之间加深磨削带接触轮组件。
为避免在磨削过程中与其他刀片发生干扰,必须合理规划磨削区域和磨削区域的磨削刀具轨迹。
在分析整个刀盘磨削变形的基础上,优化磨削参数,在不同磨削区域设置合理的磨削压力,实现磨削余量的精确去除,从而实现CNC砂带磨削。整片刀盘Cut加工。
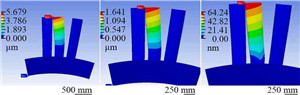
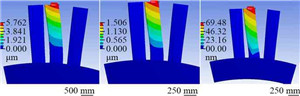
采用ANSYS对整个叶盘的叶背和叶盆的磨削变形进行模拟。
仿真结果如图9和图10所示。
(a)Tip (b) Middle (c)底部
图9 磨削刀片后退变形模拟
图10 模拟磨刀罐变形
图11总结了10 N和20 N叶片磨削压力的变形模拟结果。从图11可以看出:随着磨削压力的增加,叶片整体变形量增大;
在相同压力下,叶尖、中部和叶底的变形量依次减小。
仿真结果表明,叶尖变形大于最小叶缘0.005 mm,而叶片中部和叶片底部的最大变形小于最小叶缘0.005 mm,叶片底部适应磨削压力变化的能力强,所以为了减少叶片磨削过程中的变形,可以在叶片中部下方采用更大的压力,
刀片中部上方的磨削压力较小(磨削压力应小于10 N)。
另外,通过仿真结果可以发现,与叶片背磨相比,在相同位置和相同压力下,叶盆变形稍大,因此在研磨叶盆时,相同的研磨选择稍低的切割位置的研磨压力。
图 11
不同磨削压力
下刀片变形仿真结果
2.3 整体式刀盘数控砂带磨削变形控制
整体刀盘铣削后,表面纹理的残留高度差异较大。
砂带磨削后,要保证完全去除残留高度,保证刀刃轮廓的一致性。
因此,磨削过程中切削变形的控制至关重要。
磨削变形的大小很大程度上取决于磨削压力的大小。
磨削压力不宜过大,但必须在一定范围内适当变化,以保证不同磨削区域的磨削变形量和去除量符合要求。
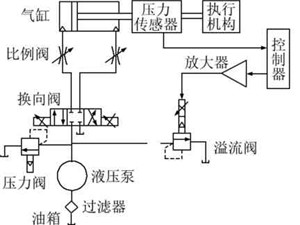
为了满足整个刀盘刀面的磨削要求,提出了一种带压力反馈的磨削压力控制系统,如图12所示。
图12 研磨压力
控制系统 压力控制系统主要包括油箱、过滤器、液压泵、压力阀、方向阀、比例阀、气缸、压力传感器、控制器、放大器、溢流阀等部件。
控制器是控制系统的核心部件,它可以收集和处理反馈信号并发出控制信号来控制电动比例阀的阀芯移动,从而使进入气缸的气体流量发生相应的变化。
通过气缸输出压力的变化,在一定范围内改变磨削压力,控制磨削变形,达到去除磨削余量的目的。
在整个控制系统中,气缸是负载的主要输出单元,通过活塞杆与接触杆相连;
电动比例阀是连接气缸和控制器的关键部件。
通过设定电动比例阀的数值,改变输出压力与输入信号的关系;
研磨压力可通过压力传感器测量。
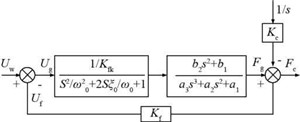
通过对控制系统重要变量的分析,得到整个控制系统的数学模型;
根据气缸、电动比例阀和传感器的控制方程的建立,控制系统框图如图1所示。
得到13个;
根据圆柱体的传递函数,
电气比 阀门的传递函数结合图 13 得到整个系统的开环传递函数。
该控制系统可以减少砂带磨削引起的轮廓变形,实现对磨削压力的控制,保证整个刀盘的表面质量和轮廓精度。
Fig. 13 Block diagram of control system
上一篇
下一篇
关注我们
获取更多金刚石/CBN工具的相关内容
相关产品
金刚石 & CBN 砂带
联系我们
19900915906
sales@moresuperhard.com
19900915906
河南省郑州市中原区中原中路171号
关注我:
负责人-小乔
产品列表
陶瓷金刚石 & CBN砂轮
树脂金刚石 & CBN砂轮
高精密电镀砂轮
金属金刚石 & CBN砂轮
真空钎焊金刚石工具
普通砂轮
修整工具
PCD耐磨件,dead center
研磨抛光
导轨磨削用砂轮
首钻PCD磨床经销商- 磨澳超硬
网站导航
首页
产品
关于我们
新闻
联系我们
留言
发送
Copyright © 2003-2024 磨澳超硬材料有限公司
豫ICP备14005009号-4
首页
电话
短信
询盘