微信号:19900915906
sales@moresuperhard.com
ENGLISH
中文
首页
产品展示
陶瓷金刚石 & CBN砂轮
树脂金刚石 & CBN砂轮
高精密电镀砂轮
金属金刚石 & CBN砂轮
真空钎焊金刚石工具
普通砂轮
修整工具
PCD耐磨件,dead center
研磨抛光
导轨磨削用砂轮
首钻PCD磨床经销商- 磨澳超硬
磨削技术知识
修整
平面磨
外圆磨削
内圆磨
无心磨削
砂轮型号
修整
砂轮基础磨削知识
珩磨
工业应用
光伏行业解决方案
轴承行业磨削解决方案
双端面磨削解决方案
汽车行业磨削解决方案
半导体行业加工方案
CNC刀具磨削解决方案
钻石打磨抛光
陶瓷材料磨削解决方案
PCD/PCBN/MCD/CVD刀具磨削解决方案
关于我们
公司简介
视频
客户评论
质检
新闻资讯
行业知识
公司动态
磨澳精工礼
联系我们
English
Chinese
首页
产品展示
陶瓷金刚石 & CBN砂轮
树脂金刚石 & CBN砂轮
高精密电镀砂轮
金属金刚石 & CBN砂轮
真空钎焊金刚石工具
普通砂轮
修整工具
PCD耐磨件,dead center
研磨抛光
导轨磨削用砂轮
首钻PCD磨床经销商- 磨澳超硬
研磨液
修整
平面磨
外圆磨削
内圆磨
无心磨削
砂轮型号
修整
砂轮基础磨削知识
珩磨
关于我们
公司简介
视频
客户评论
质检
新闻资讯
行业知识
公司动态
磨澳精工礼
联系我们
电话:
19900915906
邮箱:
sales@moresuperhard.com
新闻
行业知识
公司动态
磨澳精工礼
首页
>
新闻
>
行业知识
17
07
整体式刀盘数控砂带磨削变形控制试验
分享:
3.1 试验对象
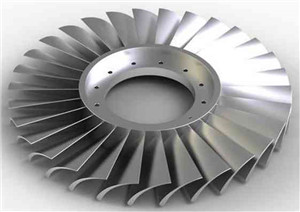
试验采用某型航空发动机钛合金整体盘,如图14所示,砂带磨削前已完成精密铣削加工。
图 14 试验用钛合金整体叶盘
3.2 试验设备
试验采用了专门为航空发动机整体叶片表面的高效、精确和自动磨削而开发的一体式叶盘数控砂带磨床。
该机床主要由新型砂带磨头、床身、高精度旋转转台和导轨组成。
一体式刀盘数控砂带磨床如图15所示。机床采用双磨头磨削装置,一次装夹实现工件粗装和精磨加工,减少工件装夹引起的误差,提高加工精度。
可根据不同的工作要求更换不同直径和宽度的接触轮,避免加工过程中的干扰。
接触轮组件采用快速卡扣连接,可快速更换。
图15砂带磨床
整体式刀盘数控刀片砂带磨削是将数控机床与新型砂带磨削技术相结合,对整体式刀盘进行磨削和抛光。
整片刀盘砂带磨削过程中,砂带与刀盘接触容易产生较大的颤振变形,影响整片刀盘的表面质量和轮廓精度。
因此,为了提高整体刀盘表面精度的一致性,减少砂带磨损对刀盘加工质量的影响,一种新的砂带磨削方法如图1所示。
1 提出。
试验的主要设备和仪器还包括三坐标测量机、TR200高精度粗糙度仪、场发射扫描电子显微镜等。
3.3 测试计划
实验采用三坐标测量机、粗糙度仪、场发射扫描电子显微镜等,获得磨削前后刀盘的几何尺寸、表面粗糙度和表面形貌。
在数控砂带磨削过程中,利用三坐标测量机对整个刀盘表面进行检测,利用模型重构模型,得到磨削余量分布;
根据划分的磨削区域,进行干涉回避检查和模拟,优化磨削刀具轨迹。
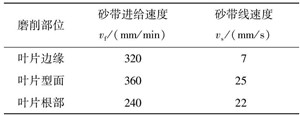
根据钛合金料带的磨削特性,经过多次磨削试验,确定采用碳化硅砂带进行磨削。
1 砂带磨削的进给速度和砂带线速度
3.4 试验结果分析
选取均匀分布在整个叶盘上的 4 个叶片,编号为 1、2、3、4 并测量所选叶片底部(A1)、中部(A2)、砂带磨削前后刀尖部分(A3)的断面粗糙度和轮廓精度。
(1) 整个叶盘的表面质量分析
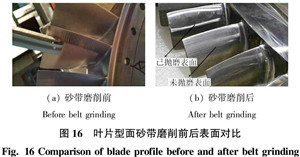
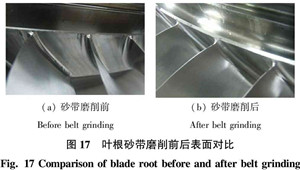
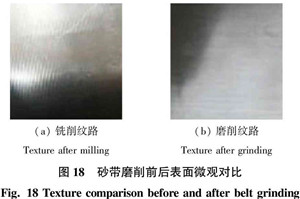
图 16 和图 17 分别是磨削前后整个叶盘的叶型面和叶根面的对比。
从图16和图17可以看出:采用新型开放式数控砂带磨削后,刀形加工面基本消除了过渡区的铣刀痕和刀缝,表面有无粘连、烧伤、划痕等缺陷。
, 良好的表面质量一致性。
放大刀片打磨前后的局部区域,如图18所示。 从图18可以看出:整个刀盘的CNC刀带打磨后,沿纵向形成均匀可控的打磨图案刀刃方向,磨纹细腻均匀,有利于提高整个刀盘的抗疲劳性。
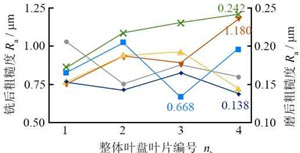
整个刀盘的砂带磨削(BG)前后的表面粗糙度如图4所示。
19. 从图19可以看出,经过精密铣削(FM)后,整体叶盘叶面的表面粗糙度Ra为0.668~1.180 μm,叶背表面的表面粗糙度Ra为0.573~0.959 μm,表面粗糙 一致性程度差,不能满足设计Ra0.4 μm 的要求。
经数控砂带磨削后,整体叶盘叶面表面粗糙度Ra为0.138~0.242 μm,叶片背面表面粗糙度Ra为0.136~0.241 μm,满足设计要求。
刀盘表面粗糙度
刀背表面粗糙度
图 19 叶片整体表面粗糙度分析
从图 19 中还可以看出,磨削后的叶盘叶面表面粗糙度小于叶片背面的表面粗糙度,这主要是由于在相同的接触压力下,皮带较大的接触面积有利于降低表面粗糙度。
由以上分析可知,该方法满足了整个叶片盘叶片表面的表面粗糙度要求。
这主要是因为在砂带磨削过程中,由于砂带和接触轮的柔性特性,在接触压力的作用下,砂带与工件呈现表面接触,同时,砂带与工件中含有破碎磨粒与冷却液形成磨抛作用,使整个刀盘在砂带磨削过程中具有磨抛双重作用,使可以获得表面粗糙度。
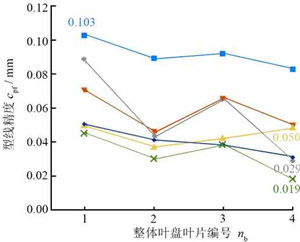
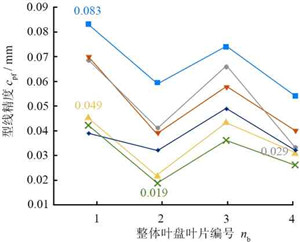
(2) 整体刀盘轮廓精度分析
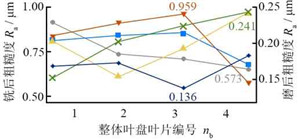
整个叶盘的叶盘磨削前后的轮廓精度如图20所示。整个叶盘经过精密铣削后,叶片叶形精度为0.029~0.103 mm,叶背轮廓精度为0.033~0.083毫米。
研磨后整个叶盘叶盆的轮廓精度为0.019~0.050 mm,叶背轮廓精度为0.019~0.049 mm。
由此可以看出,经过数控砂带磨削后,整体刀盘面的轮廓精度和一致性得到明显提高,基本达到设计要求(0.05mm)。
19 集成叶盘叶片表面粗糙度分析
刀盘轮廓精度
叶背剖面精度
图 20 集成叶盘叶片剖面精度分析
从图20还可以看出,磨削后的刀背轮廓精度普遍高于叶盆,这主要是由于加工过程中刀背与砂带接触面积小,有利于提高轮廓精度;
同时可以看出,整体刀盘在中部具有较高的轮廓精度,精铣后为0.039~0.050 mm,因为精铣虽然考虑了叶片变形,但不能适应大刀片前端变形和后端变形小,磨削后不存在不同截面铣削加工轮廓精度差异大的情况,因此砂带磨削在适应刀片变形方面具有较大优势。
上一篇
下一篇
关注我们
获取更多金刚石/CBN工具的相关内容
相关产品
金刚石 & CBN 砂带
联系我们
19900915906
sales@moresuperhard.com
19900915906
河南省郑州市中原区中原中路171号
关注我:
负责人-小乔
产品列表
陶瓷金刚石 & CBN砂轮
树脂金刚石 & CBN砂轮
高精密电镀砂轮
金属金刚石 & CBN砂轮
真空钎焊金刚石工具
普通砂轮
修整工具
PCD耐磨件,dead center
研磨抛光
导轨磨削用砂轮
首钻PCD磨床经销商- 磨澳超硬
网站导航
首页
产品
关于我们
新闻
联系我们
留言
发送
Copyright © 2003-2024 磨澳超硬材料有限公司
豫ICP备14005009号-4
首页
电话
短信
询盘