单冲程珩磨工艺是指珩磨头在高速旋转下缓慢进入工件孔,然后以相同的速度缓慢出孔。通过“一进一出”的循环,完成孔的珩磨。由于切削过程主要是通过珩磨头一次冲程完成的,所以该珩磨过程称为单冲程珩磨。单冲程电镀金刚石珩磨工具,保证了珩磨孔的几何精度、尺寸精度和表面粗糙度。
应用:
 单冲程珩磨又称顺序珩磨或金刚石铰链珩磨工具,是一种微米级精密加工的新工艺,可加工通孔、盲孔、键槽孔、台阶孔等孔。
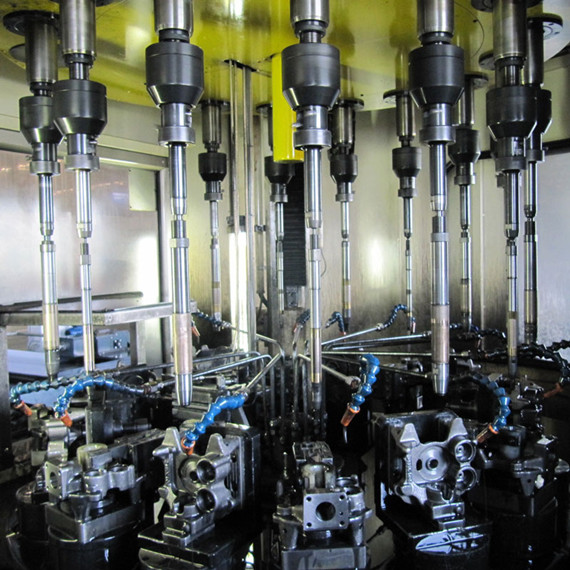
它是发动机喷油泵、连杆、叉、液压阀体、阀套、空气轴承、精密齿轮、模具导套、空调压缩机主、辅轴承、冰箱压缩机轴孔(气缸孔)、活塞、测量环规等高精度内孔加工产品常用技术。近年来,单冲程珩磨技术已广泛应用于汽车、拖拉机、动力机械、工程机械、制冷机械和航空航天等行业。
珩磨铰刀的圆形表面涂有一层等粒度的高级金刚石磨料。珩磨铰刀锥套和刀片都装有一个小锥度。通过改变配合位置,可以改变铰刀的外径。珩磨铰刀可以这样调整。珩磨铰刀可达到微米级磨削,最好的珩磨铰刀可达到微米级磨削。
该珩磨铰刀配置合理的接头、刀具和机床,可实现内孔的超高精度:圆柱度:1微米。圆度:1微米以内。粗糙度:Ra0.1之内。公差:1微米以内。珩磨铰刀采用金刚石磨削加工高硬度的材料,如淬火钢、硬质合金、陶瓷等。
优势:
单冲程珩磨又称顺序珩磨或金刚石铰链珩磨工具,是一种微米级精密加工的新工艺,可加工通孔、盲孔、键槽孔、台阶孔等孔。
它是发动机喷油泵、连杆、叉、液压阀体、阀套、空气轴承、精密齿轮、模具导套、空调压缩机主、辅轴承、冰箱压缩机轴孔(气缸孔)、活塞、测量环规等高精度内孔加工产品常用技术。近年来,单冲程珩磨技术已广泛应用于汽车、拖拉机、动力机械、工程机械、制冷机械和航空航天等行业。
珩磨铰刀的圆形表面涂有一层等粒度的高级金刚石磨料。珩磨铰刀锥套和刀片都装有一个小锥度。通过改变配合位置,可以改变铰刀的外径。珩磨铰刀可以这样调整。珩磨铰刀可达到微米级磨削,最好的珩磨铰刀可达到微米级磨削。
该珩磨铰刀配置合理的接头、刀具和机床,可实现内孔的超高精度:圆柱度:1微米。圆度:1微米以内。粗糙度:Ra0.1之内。公差:1微米以内。珩磨铰刀采用金刚石磨削加工高硬度的材料,如淬火钢、硬质合金、陶瓷等。
优势:
珩磨后,内孔尺寸一致性高,圆柱度非常好。
铰链珩磨具有效率高、表面质量好、尺寸一致性高等优点。
质量稳定,精度高,使用寿命长
单冲程刀具的使用受到加工材料的类型和体积的限制。珩磨量不能超过金刚石磨套的调整范围。因此,适用于小孔的珩磨。用于铸铁、钢的珩磨。
单向珩磨加工尺寸精度一般可达2,几何精度(圆度、圆柱度、直线度)稳定在3以内,表面粗糙度Ra值在0.2-0.6之间
单冲程刀具,采用进口磨料,切削效率高,加工速度快,精度高,适合大批量生产。
单冲程珩磨磨具使用寿命长,加工生产效率高。可用于立式钻床、旋转钻床、普通车床、组合机床、压力机、立式或卧式珩磨机床等各种设备。