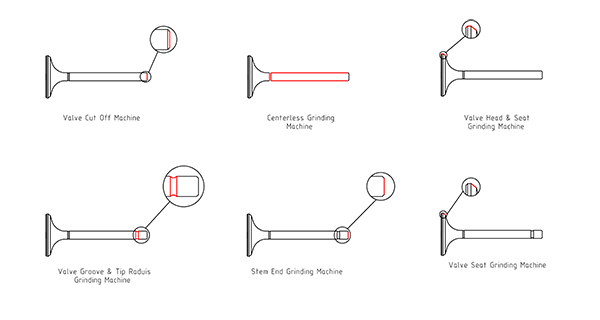
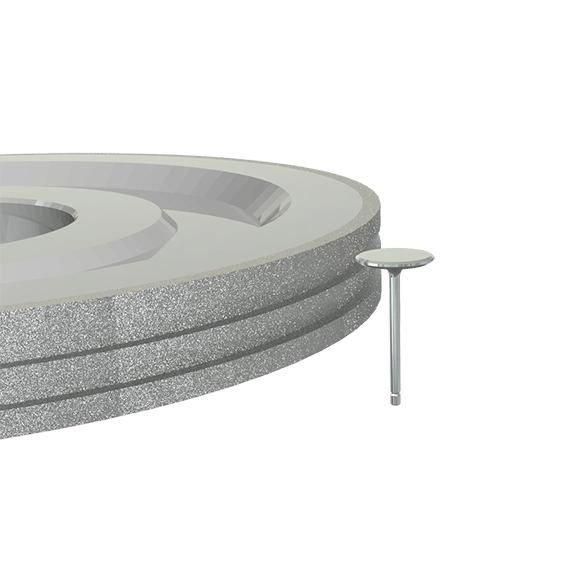
1. Grinding of valve head: (valve material: high nickel material)

| Product name |
Rough grinding head (external circle + cone) 60° grinding wheel |
| Specifications |
510D-30T-203.2H-60° |
| Binding agent |
Electroplated |
| Weight |
20-25Kg |
| Dynamic balance |
≤0.5g |
| Installation requirements |
Radial runout&end runout ≤0.003mm |
| Workpiece |
| Margin |
φ0.5-1mm |
| Material |
Nickel 30(High-nickel) |
| Working accuracy |
Rz≤10μm |
| Other requirement |
No scratches, burns, vibration marks and other defects on the surface |
| Machining effect |
| Processing life |
100-120 thousand Pcs |
| Roughness |
Rz≈5μm |
| Processing time |
10s |
| Stability |
Batch processing size is stable, no need to debug |
2. Grinding of valve lock groove: (valve material: martensite/austenite)

| Products name |
Locking groove grinding wheel |
| Specifications |
400D*24T*160H |
| Binding agent |
Electroplated |
| Weight |
16-20kg |
| Dynamic balance |
≤0.5g |
| Installation requirements |
Radial runout&end runout ≤0.003mm |
| Workpiece |
| Margin |
φ1.2mm |
| Material |
Martensitic heat resistant steel |
| Working accuracy |
Ra≤0.8μm |
| Other requirement |
The grinding surface has the same texture, no chatter marks, burns, and no burrs. |
| Machining effect |
| Processing life |
120-150 thousand Pcs |
| Roughness |
Ra≤0.8μm |
| Processing time |
7~8s |
| Stability |
Batch processing size is stable, no need to debug |



.png)






