在精密加工领域,珩磨和内圆磨是常用的两种工艺。它们各自擅长不同的加工场景,了解它们的区别可以帮助我们更好地选择合适的加工方式。
内圆磨是什么?
利用涂附或压在磨具上的磨粒,在一定的压力下,磨具与工件作相对运动,对加工表面进行光整加工(如切削加工)。
适用范围广:能加工内圆、外圆、平面及锥面等多种形状。
加工精度高:达到IT5-1,表面粗糙度可控制在Ra0.63-0.01μm。
常用于金属材料和非金属材料的工件加工,但高速磨削可能产生热损伤。
.jpg)
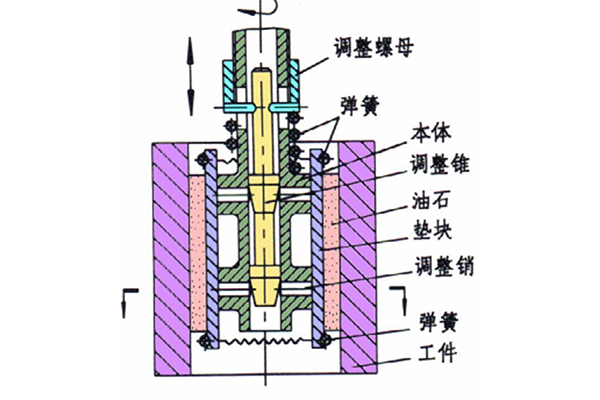
珩磨是什么?
珩磨主要用于加工内孔,适合孔深与孔径之比可达10以上,在某些磨削条件下,铣削用于加工平面、外圆柱面、球面及齿面等。
表面更优质:珩磨后工件表面呈交叉网纹,有利于润滑油储存,提高耐磨性。
低速加工,温升小:与工件接触面积大,产生的热量小,避免热损伤。
几乎无砂粒嵌入:加工过程温和,不会损害工件表面。
 加工对象:
加工对象:
内圆磨削适合多种形状加工,尤其是高精度工件。
珩磨则专注于高质量内孔加工,兼顾其他简单形状。
热损伤与砂粒问题:
内圆磨可能因高速加工导致表面损伤和砂粒嵌入。
珩磨则通过低速、温和的加工方式,有效避免了这些问题的发生。
如何选择?
如果需要处理复杂形状或高孔隙率材料,选择内圆磨更合适。
如果更注重表面质量和工件耐用性,珩磨是更优的选择。
珩磨与内圆磨各有其独特优势,选择适合的工艺是实现优质加工效果的关键。无论是精准的尺寸控制还是卓越的表面处理,这两种工艺都是加工领域不可或缺的重要工具!
文章来源:Alan
文字编辑:小乔
文章审核:Owen










