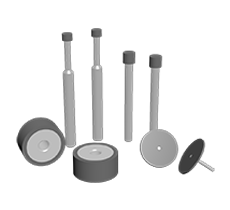
金刚石滚轮

1.金刚石滚轮是用于大批量成型磨削的专用机床和齿轮磨床加工的高效率、高寿命、低成本的砂轮修整工具。(对比金刚石修整笔价格高很多,滚轮使用一段时间后修整需要用到电火花技术,所以在给客户推荐的时候需要了解客户使用的设备)
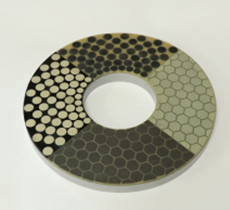
2.金刚石滚轮的轮廓形状、尺寸和精度是根据被加工零件的相应技术要求而设计制造的,按用户机床上的修整装置的连接尺寸要求而定
3.金刚石滚轮的应用:齿轮、轴承、曲轴、丝杠、球笼、叶片、油嘴油泵、工量刃具、导轨滑块、微轨、卡尺等加工砂轮的修整
Vol .1
1.金刚石滚轮的工作原理:
通过安装在磨床的修整装置上,金刚石滚轮修整普通陶瓷砂轮或CBN砂轮,砂轮成型后再磨削零件,从而将金刚石滚轮的外形轮廓及精度、尺寸通过砂轮复制到被加工的零件表面。
2.特点/优点:
机床操作简单,对操作工人的技术要求不高,加工的产品精度一致性好,质量稳定,能显著提高生产效率和产品质量,降低制造成本,容易实现磨削加工自动化。
.JPG)
3.传统的单点金刚石笔修整相比:
生产效率大幅度提高,且加工出的零件表面质量和精度更高,特别适合高精度、大批量生产中。
Vol.2
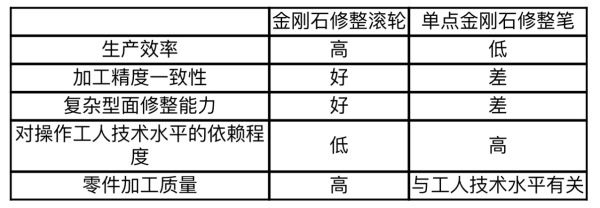
1.金刚石修整滚轮与传统的单点金刚石笔修整比较区别:
2.使用注意事项
(1) 金刚石的粒度较被修整砂轮的粒度应粗一号,还要选择金刚石颗粒尺寸接近一致,颗粒形状近似球形,常用粒度为36#~100#。
(2) 通常采用滚轮与砂轮接触点处线速度方向同向、滚轮线速度与砂轮线速度之比(qd值)取+0.3~+0.7 较好,不得超过+1;修整时滚轮切入量以砂轮每转切入0.5~1μm 为宜,每次修整砂轮的总量应为0.02~0.04 mm;光修时间尽量压缩。
(3) 金刚石滚轮的制造误差应小于工件公差的1/2 左右,滚轮孔与安装轴承的配合间隙为2~4μm。
(4) 可采用天然或人造金刚石,人造金刚石必须采用高强度等级钻石,如磨钢专用金刚石SCD或高强度金刚石SMD。
(5) 滚轮制造时,一般精度的滚轮可用外镀法和烧结法,高精度和复杂型面滚轮应用内镀法制造,同时进行磨削修整。
(6) 金刚石滚轮修整砂轮时必须遵守快进(不能碰上砂轮) →慢进(按需要的切入速度进给) →光修→退出的动作程序,不得错步,否则滚轮寿命难以保证。
*文章来源:磨澳业务部---思雨
河南磨澳始终致力于研发和生产更先进的金刚石及CBN砂轮,以提供给客户完善的磨削解决方案!
用磨削创造比磨削更多的价值!!! 





.JPG)





