第六届高精齿轮制造技术研讨会
湖北十堰,作为中国商用车之都,具有先天的地理优势和丰富的资源,抵达当天就充分感受到当地人的质朴、热情、以及文化的兼容并进,特别适合居住。
河南磨澳 国内销售主管Jim有幸参加在湖北十堰由齿轮传动组织的“第六届高精齿轮制造技术研讨会”,现场参展的企业大多是做滚轮、齿轮、磨齿机、磨齿芯轴、磨齿机配件、润滑油、齿轮夹具和普磨砂轮等,都和齿轮加工密切相关。
以下是详细会议内容:
●
石教授,关于机器人的精密减速器的创新发展表示:2024人形机器人元年,是机器人精密减速器的创新发展。未来十年,一体化关节是机器人的基础组件,小型减速器是未来所需。
目前减速器分为RV减速器和谐波减速器。需要从电机和减速器两方面来解决人形机器人抗冲击方面的难题。实现人形机器人的爆发和缓冲。感觉机器人时代越来越近了。
.JPG)
●
毛教授,电动车差速器齿轮正向开发技术研究:新能源汽车热潮,也是对差速器齿轮的挑战,汽车转速提升,扭矩增加。差壳结构不对称,变形大,工况不断变化。齿面修型很重要,包括齿廓修型和齿向修型,齿面的正向设计。
.JPG)
●
李教授,高速低噪齿轮精密磨削关键技术: 新能源汽车传动装置减速齿轮副的啸叫噪声。啸叫即人耳易感知的中高单频纯音。啸叫是由电动传动系统内部齿轮在啮合传动中产生的振动激励。
.JPG)
通过分析齿轮噪声的来源,从而消减噪声。齿轮修型可以干涉消除,增强寿命。齿面磨削扭曲消减方法,虽不可避免,但是可以消减70%。齿面波纹度创成机理和调控方法。波纹度会受到机床振动,机床误差,刀具状态,齿坯质量,加工区域材料变形等因素的影响。
●
雷工 (东风汽车)马赫E电驱动系统平台化开发技术:新能源电驱动系统技术趋势。
.JPG)
电驱动系统——减速箱
东风马赫E新能源动力品牌,从第一代的分体,到三合一集成,到最后十合一电驱动总成,多合一控制器,基于整车载荷谱研究的电驱动可靠性设计。
●
李教授(中国农大) 环面蜗杆传动设计制造新进展:提到圆柱蜗杆斜齿轮传动,点接触。圆柱蜗杆传动,环面蜗杆传动,锥蜗杆传动,线接触。
.JPG)
二次包络环面蜗杆成型原理,做理论分析和实验证明。涡轮滚刀传统制造大部分还是手工磨,精度不能保证,国内的滚刀没有统一的标准,都做的不行,因为滚刀的各个齿的齿厚不同,刀齿位置不同,各刀齿刃口形状均不同,而且环面涡轮滚刀制造难以铲磨,加工起来难度大。
但随着齿轮制造技术、检测技术、控制技术的不断发展以及制造过程的柔性自动化、数字信息化和控制智能化的快速推行,未来制造出的齿轮将精度更高、质量更好、过程更稳定。
●
周总 (南京易控)新能源汽车齿轮及谐波齿轮喷丸技术发展:
新能源汽车齿轮转速16000r/min以上。喷丸强化是一种可有效改善齿轮零部件疲劳寿命表面强化技术,其在齿轮应用前景巨大。喷丸设备,微粒喷丸优势,以及谐波齿轮介绍及喷丸成果。喷丸技术可应用在各行业,如航空航天、汽车行业、刀具行业、医疗行业等。
●
张博士(苏州哈勒) 电动汽车变速器齿轮的一个重要工步——齿轮齿形倒角:
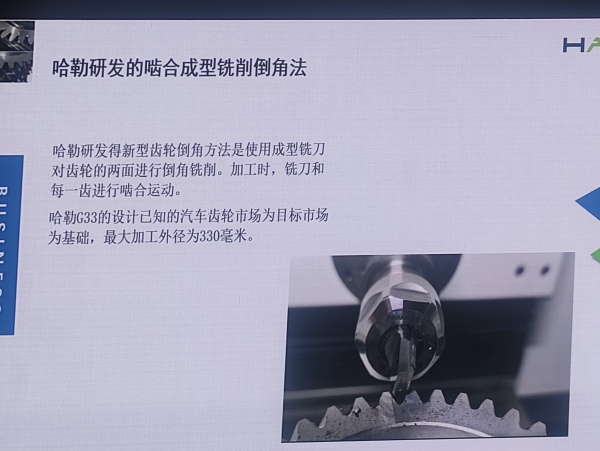
电动汽车驱动方式分直驱和电机+变速器,后者更主流。亲测燃油车引擎和电动车电机的动力特性比较。电动汽车减速机的设计引出哈乐设计的啮合式倒角方法的磨齿机。成型铣刀的型线设计,啮合齿轮倒角刀的修磨和刀具成本罗列。
●
王主任,高精度成型磨齿电镀cbn砂轮制造关键技术及应用:三磨所的高性能工具重点实验室研究中心主任,大致介绍了下所里情况,注重研发,全国重点实验室各行业的研究。
电镀cbn砂轮广泛用于高精度齿轮轴,螺杆,以及内齿轮的成型磨削加工。比如齿轮轴成型磨削。滚珠螺杆成型磨削,螺杆转子成型磨削。现场讲解了电镀砂轮的工艺流程,上砂厚度5-10微米,电镀cbn砂轮表面参差不齐,精度主要来源于基体精度和电镀的工艺,要求高的微米级,就需要修整来完成。(只去除磨料,修整量影响基体制造)举例双联轴齿齿面加工,用电镀cbn砂轮替代普磨,提升寿命800件/片,15分钟/件,难点,砂轮工作层±3μm,砂轮廓形设计难。总结难点:
①电镀cbn砂轮的廓形设计难
单双曲型,建模,精确求解,验证
②修整量的预测
模拟修整过程,电镀过程模拟,数值模拟的修型
③砂轮修整精度差
在位精密修整,拟合插补修整工艺
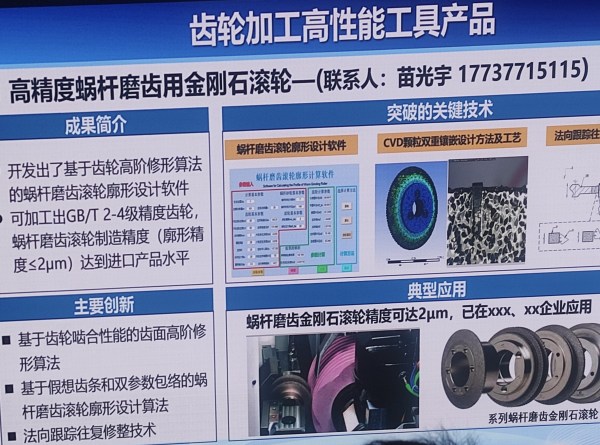
高精度齿轮刀具的加工,高精度蜗杆磨齿用金刚石滚轮,精度可达
2μm以内。
●
刘工 (重齿公司技术),风电机组及主齿轮箱技术发展趋势:风电机组呈上升趋势,分析近年来国内外单机容量。尤其是从23年以6.X级别以上为主,大的机组批量化装机为主。国内24年陆上平均10MW级批量装机元年!三一重能15MW有发布。国外比较稳健,6-8MW为主。未来海上18-20+MW为主。欧洲漂浮式风电为主,比较早且成熟,国内少,都在摸索。
风电齿轮箱,陆上以双馈技术路线占比为主,海上还是以中速永磁技术为主。主流的机型,齿轮箱与电机集成展示。结构设计的提升,以此来提升速比和扭矩密度。未来,前集成式高速结构的设计,风电行业还是以平台化、模块化开发,设计周期短。风险降低成本低。

齿轮箱关键技术发展:多行星均载分流,滑动轴承,柔性销,材料性能提升,齿面光整,齿根喷丸强化。
行业思考:零部件国产化,技术迭代过快,有效测试和验证,没有沉淀,风险需要企业来承担,制造技术和检测技术更新。
●
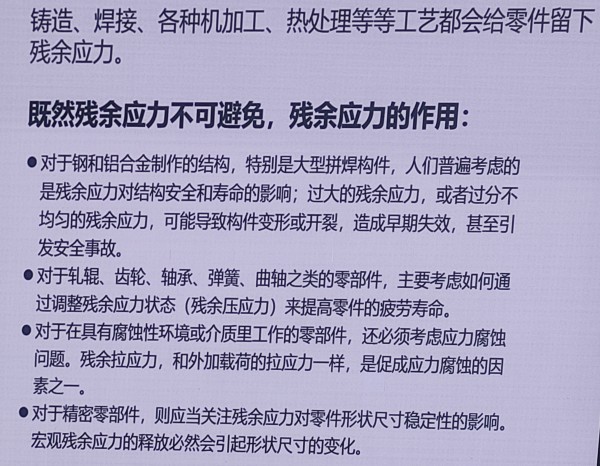
白博士(昌宇应力技术),残余应力和齿轮弯曲疲劳极限间的定量关系:
残余应力实验室以进口设备为主,微米区应力仪,大功率应力仪(测单晶方便),便携式残应力仪(方便携带),mini残应力仪(小巧轻便),激光轮廓仪,残留奥氏体含量,盲孔法测量。
残应力不可避免,铸造,焊接,各种机械加工,热处理等工艺都会给零件留下残余应力。
齿轮残余应力该测哪里?测齿跟的横纵坐标,残余应力作用在裂纹面。作为力学参量,定量计入设计。静动强度间的关系:Goodman关系。齿轮产品的残应力与齿轮材质和组织结构有关,对应测出m值。
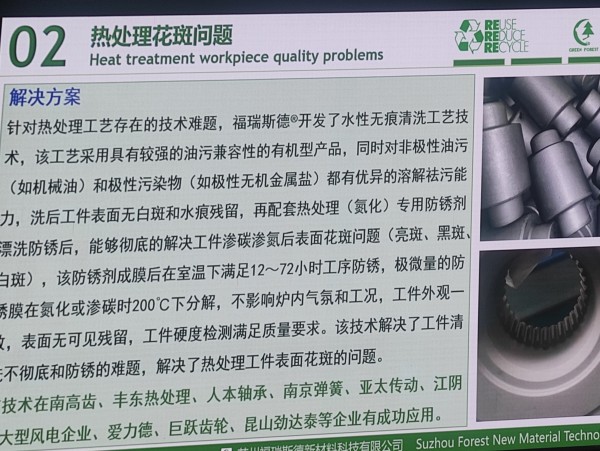
● 王
总(福瑞斯德新材料) ,齿轮热处理花斑的形成原因与解决方案及油、液净化再生技术:
①齿轮热处理花斑问题及解决方案
工件清洗质量检测方法:划线法,水膜法,荧光法
②油品清洁度的问题
油品净化及在线监测
●
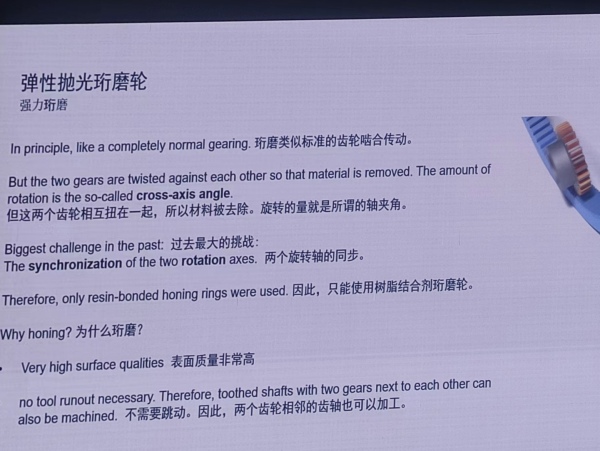
高经理 (赫美斯磨料),高精传动齿轮的砂轮磨抛一体技术:
齿轮的磨削与抛光。抛光珩磨轮样品全球第一个。
赫美斯固结模具和涂覆模具都做,侧重车身和涂装车间,金属加工,精密磨削,木材砂光。(普磨砂轮为主)
齿轮,发动机零部件,轴承,叶片,工具(刀具)都需要精密磨削。
高效磨削的蜗杆磨砂轮,需要高浓度和高等级的磨料,还有优质的结合剂。用更少的结合剂实现比原来更强的把持力,更好的孔隙留给配方。
砂轮有足够的硬度,保证齿形,不烧伤。
粗精结合的复合砂轮,有效的材料去除率,低粗糙度,高承载比和光亮表面效果。
弹性抛光轮,精度高,硬度很高,并非口头上的弹性。磨削后再强力喷丸,而不是热处理后喷丸,这样增强表面硬度,最后再抛光。
●
参观恒进感应科技(十堰)股份有限公司:
是一家专业产销研高中频感应加热设备的高新企业。一共三个大车间,参观了总装车间:感应热处理设备,小型轴承齿轮零部件的外表面淬火,全自动,从上料到下料。大的例如风电轴承的热处理加工,三一,徐工,天一等工件的淬火处理,汽车轮毂轴承淬火设备,精车,上磨床。机械加工车间,大型龙门铣床,喷砂烤漆设备,各种淬火机床,激光加工,回火设备等。
●
参观东风龙擎动力有限公司,东风商用车子公司:

厂区内发动机制作流程,现场没生产,分内装线和外装线。缸体缸盖加工,柴油机螺杆等装配,发动机号是唯一识别,扫号来查看进度。
变速箱装备过程,热前加工,热处理,加工。
人工上料后,中间全程机器人物料运输。双插,滚齿,导楞,清洗等组成。热处理车间,超大淬火炉。
加工生产线,磨削,喷丸,抛光。重型变速箱装配生产线。Kuka机械臂,机器人运输车,噪音控制在80分贝。
*--来自磨澳Jim的参会总结
河南磨澳作为砂轮行业的生产制造商,有着10多年的磨削经验,针对于高精齿轮行业应用的也有着成熟的解决方案,配套国内外中高机床设备,一直秉持替代进口,为客户一对一提供专业的磨削解决方案。
有任何磨削难题,欢迎各界大佬随时联系我们!










