“精磨”是在我们客户中选择最多的答案。
他们认为精磨是整个磨削加工中的主角。以前有个客户跟我说过一句话,“精磨做精了,一切就做精了”。
然而,我并不同意他的想法。精磨虽说很重要,但我们不能忽视粗磨的影响。因为它是磨削加工的开始,如果我们连第一步都没有走好,后面的第二部甚至于每一步,我们都很难走稳走好。
举个例子,在PCD或PCBN刀具的磨削中。我们经常遇到精磨后刃口大的问题。一般来说,我们首先想到的就是更换精磨砂轮,选择更细的粒度,或者更换现有的砂轮供应商。我们往往会忽略上一步产生的问题,如果我们在粗磨时得到了0.05mm的崩口,那如何才能在精磨中,控制崩口在0.005mm以内呢? 但是,假如我们在粗磨时就保证刃口在0.02mm以内,则可轻松的在精磨中把刃口做到0.005mm。
当粗磨做的很出色的时候,我们可以得到最大8倍的效率提升。不需要辛苦的去处理在粗磨中产生的过大划痕,从而很大的程度的缩短了精磨的时间。 总之,我们说“万事开头难”,“起步决定后势,开局关系全局”。粗磨作为磨削工艺的第一步,我们要迈的够稳,够坚实,否则很难得到好的精磨质量。
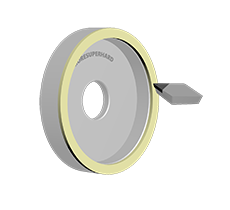
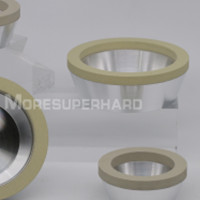
磨澳作为专业的超硬刀具磨削解决方案供应商。无论您有粗磨还是精磨问题,我们都可以帮您解决。磨澳具有丰富的PCD/PCBN/CVD/HPHT聚晶金刚石以及单晶金刚石刀具磨削解决经验。磨澳的金刚石砂轮可适配国内外所有刀具磨床 coborn、agathon(阿格顿)、ewag(伊瓦格)、waida(和井田)、wendt (温特)等。




.jpg)
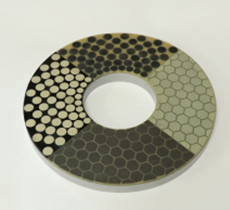
磨澳陶瓷金刚石砂轮粒度从粗磨所需400#到精磨所需10000#都能提供,磨澳陶瓷金刚石砂轮磨削刀具后崩口可控制在3微米。






.jpg)