一.陶瓷金刚石砂轮的应用
陶瓷金刚石砂轮广泛应用于钨钢合金,陶瓷,玻璃,聚晶金刚石,单晶金刚石,聚晶立方氮化硼,天然钻石,石材等领域加工。
二.陶瓷金刚石砂轮特征
1.磨削效率高于金属金刚石砂轮。
2.高耐磨性和较小的磨料消耗量
3.研磨力小,磨削温度低
4.磨削后的工件精度高,表面质量好,工件形状保持性好
陶瓷金刚石砂轮的更多优势
1.磨削过后的pcd/cbn刀具刃口质量好
2.磨削耗时短,砂轮寿命长
3.磨削效率以及流利程度高
4.显著降低单位磨削成本
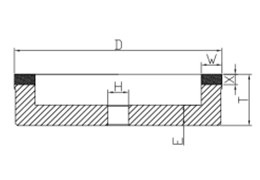
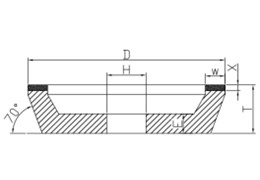
陶瓷金刚石砂轮的图纸以及规格
| 类型 |
直径(mm) |
砂轮高度(mm) |
砂轮内孔直径(mm) |
磨料层宽度(mm) |
磨料层厚度(mm) |
| 6A2 |
100 |
40 |
20/32/40 |
5/10/15 |
10 |
| 125 |
40 |
32/40 |
5/10/15 |
10 |
| 150 |
40 |
32/40 |
5/10/15 |
10 |
| 11A2 |
100 |
40 |
20/32/40 |
3/5/10 |
3-10 |
| 125 |
40 |
32/40 |
3/5/10 |
3-10 |
| 150 |
40 |
32/40 |
3/5/10 |
3-10 |
| 粒度:D35 D20 D15 D9 D6 可根据需求定制粒度 |
三.如何磨削PCD/PCBN刀片?
PCD/PCBN材质刀片有很强的保持力,但是偶尔也需要锐化。与传统的刀具材料相比,锐化PCD/PCBN刀具需要寻找其他的磨削方式和砂轮。锐化聚晶刀具对于刀具制造商和砂轮生产商来说都是个很大的挑战。
为确保 PCD&PCBN 刃磨工艺的正常状态,以下因素必不可少: 具有刚性结构以及减震系统的高精度磨床,可以保证PCD/PCBN 刀具刃磨时所需的高精度磨削。特别是为高精度高效率磨床设计适配的砂轮,可以保证能够得到优异的刃口质量。
使用什么样的金刚石砂轮去加工PCD/PCBN刀具呢?
磨澳研发了一种高效的聚晶金刚石砂轮,适用于带有 PCD 和 PCBN 刀片的刃磨。 得益于现代科技的发展,聚晶金刚石砂轮已经满足了PCD/PCBN刀具领域及其精确和高效的刃磨工艺的应用。在许多先进工业技术的制造中逐渐广泛传播。
如何选择合适的砂轮? 为了在刃磨后获得高质量的 PCD 和 PCBN 刀片刃口;
我们根据客户的需求,从粗磨到超精磨,精心设计了 5 种粒度。至于其他砂轮参数,如晶粒浓度、砂轮硬度和结构,根据加工类型、使用的磨床和刃磨工具的性能,为每个用户单独选择。
陶瓷金刚石砂轮粒度规格:
| 砂轮粒度 |
加工类型 |
应用 |
D35
D20 |
粗磨 |
重新磨削刀片边缘轮廓并且修整磨损严重的刀片 |
| D15 |
中磨 |
标准粒度也可获得较好的修整效果 |
| D9 |
精磨 |
精磨能够获得非常良好的表面加工质量 |
| D6 |
超精磨 |
超精磨后可获得卓越品质的加工表面 |
如何设置加工参数
在 PCD 和 PCBN 刀片刃磨期间,应特别注意正确选择加工参数 金刚石砂轮即使采用最先进的技术制造,如果其工作条件或加工参数不合适,也无法实现高效磨削。
金刚石砂轮加工参数的选择
| 磨削速度 |
推荐速度-20m/s
范围:15-30m/s |
去除余量
粗磨:
中磨:
精磨: |
|
| 0.02mm-0.05mm |
| 0.01mm-0.025mm |
| 0.005-0.01mm |
| 振荡频率 |
推荐频率:60-100/分钟
范围:50-100/分钟 |
| 推荐研磨棒 |
氧化铝研磨棒5410-20*10*100 99A 320 J7V |
| 冷却液 |
水基或者油基 3%-5% |
| 注意事项 |
砂轮的进给必须在加工区域之外完成 |
磨澳致力于提供pcd等超硬材料的磨削解决方案。更多解决方案,可随时咨询。