金刚石滚轮修整方法: 利用旋转工具,在工作表面镶嵌或覆盖许多金刚石小颗粒,以达到修整的目的
金刚石滚轮应用
金刚石修整滚轮广泛用于磨削过程和工件。如成型磨削(有芯和无芯)、内轮廓、螺纹轮廓、平面轮廓、导板、多键轴和齿轮。
这些工件和磨削工艺主要用于以下工业领域:
* 汽车工业
发动机:端面轴、主轴承、连杆轴承、凸轮轴
活塞环槽:气门头、阀杆、气门头和槽膨胀塞
出线盒:轴齿轮座、花键轴、齿轮轴槽
底盘:转向接头、方向轴、螺纹、方向接头
转向齿轮:转向柱、转向涡轮、齿条
* 电气行业。收发器零件,磁铁架,线轴
* 飞机工业。活塞杆和阀门、叶片
* 加工螺纹、齿轮行业、轴承行业。
金刚石修整辊应用技术
砂轮的磨削性能与许多因素有关,如:砂轮与工件的排列方式、砂轮磨削面上磨粒的锋利程度和磨削面的结构、啮合程度等。砂轮与工件的运动条件如网孔长度、磨削深度等。金刚石砂轮修整在实际磨削应用中也结合这些因素,大限度地提高砂轮的磨削性能。
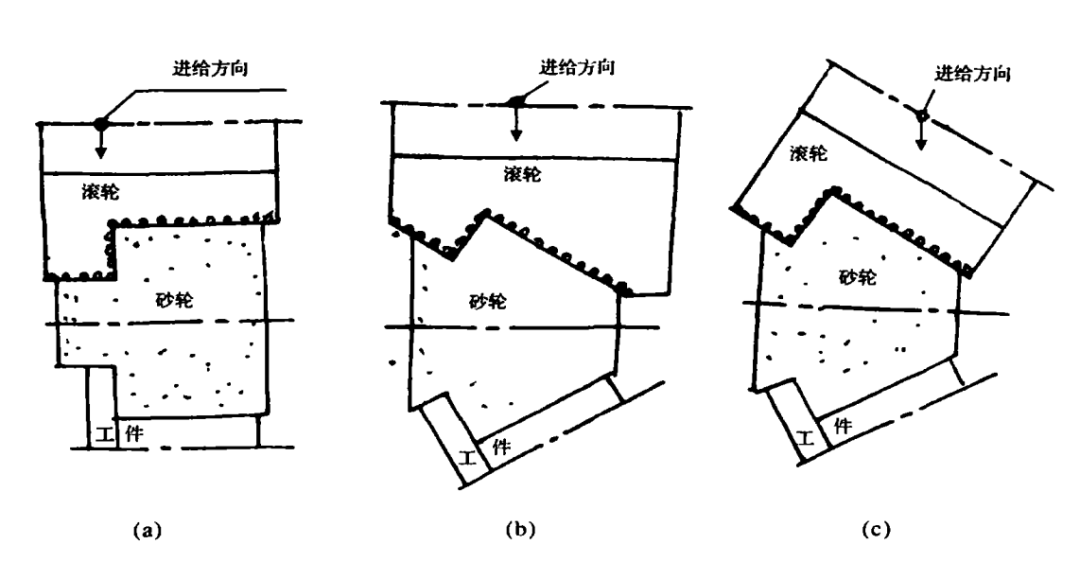
滚磨轮-工件排列
一般情况下,轧辊、砂轮和工件的排列是相互平行的,如图a所示。这种方法修复了砂轮肩部的有效粗糙度,容易造成工件 表面的烧伤。
切换到图 b 所示的布置,轮肩的有效粗糙度增加并且不太可能发生烧伤。但是,滚轮的轮廓与工件的轮廓不一致,增加了滚轮设计制造的难度。
改为图c所示的排列方式,只是工件不易烧焦,滚轮形状与工件一致。
 砂轮有效表面粗糙度(Rts)
有效粗糙度直接影响可达到的生产率、被加工工件的表面光洁度、磨削温度和磨削刃口,也影响被加工工件尺寸和形状的精度以及工件的表面质量。磨削温度和磨削力也影响砂轮的寿命和砂轮每次修整可加工的工件数量,因此也与磨辊的寿命有关。通常,当Rts增大时,可达到的生产率提高,磨削力和磨削温度降低,被加工工件的表面光洁度也降低。
Rts受砂轮的金刚石尺寸、修整条件、修整时的振动、修整后的使用时间等因素影响
金刚石粒度的影响
晶粒度越粗,修复后的砂轮的Rts越大,这样可以获得较高的生产率,相对较低的磨削力和磨削温度,磨辊的寿命也相对较长。比如用60号金刚石制成的内镀滚轮修整双圆弧砂轮时,磨一个1m的滚珠丝杠经常会造成烫伤,几乎不可能磨出成品。如果改用20号金刚石滚轮,修复后的砂轮磨削性能显着提高,不会发生磨削烧伤。但受工件光洁度和滚轮轮廓的影响,金刚石粒度的选择首先要满足工件光洁度和尺寸精度的要求。
修整条件的影响修整条件的
三大影响因素:速比、切削进给速度、轻修整速度。
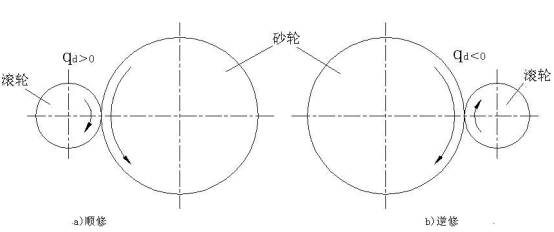
1)速比:速比qd=Vr/Vs表示。其中 Vr 是滚轮的圆周速度,Vs 是砂轮的圆周速度。
qd>0时为正修,砂轮与砂轮接触点的速度方向相同(图a);
当QD <0时,它是反向敷料,并在接触的速度方向相反(图B)。
砂轮有效表面粗糙度(Rts)
有效粗糙度直接影响可达到的生产率、被加工工件的表面光洁度、磨削温度和磨削刃口,也影响被加工工件尺寸和形状的精度以及工件的表面质量。磨削温度和磨削力也影响砂轮的寿命和砂轮每次修整可加工的工件数量,因此也与磨辊的寿命有关。通常,当Rts增大时,可达到的生产率提高,磨削力和磨削温度降低,被加工工件的表面光洁度也降低。
Rts受砂轮的金刚石尺寸、修整条件、修整时的振动、修整后的使用时间等因素影响
金刚石粒度的影响
晶粒度越粗,修复后的砂轮的Rts越大,这样可以获得较高的生产率,相对较低的磨削力和磨削温度,磨辊的寿命也相对较长。比如用60号金刚石制成的内镀滚轮修整双圆弧砂轮时,磨一个1m的滚珠丝杠经常会造成烫伤,几乎不可能磨出成品。如果改用20号金刚石滚轮,修复后的砂轮磨削性能显着提高,不会发生磨削烧伤。但受工件光洁度和滚轮轮廓的影响,金刚石粒度的选择首先要满足工件光洁度和尺寸精度的要求。
修整条件的影响修整条件的
三大影响因素:速比、切削进给速度、轻修整速度。
1)速比:速比qd=Vr/Vs表示。其中 Vr 是滚轮的圆周速度,Vs 是砂轮的圆周速度。
qd>0时为正修,砂轮与砂轮接触点的速度方向相同(图a);
当QD <0时,它是反向敷料,并在接触的速度方向相反(图B)。
2)切削进给速率
2)切削进给速度
外圆磨砂轮修整四种不同进给速度的速比、进给速度和光滑速度与砂轮工作表面粗糙度的关系。如下所示:

一般来说,随着砂轮每转进给量的增加,粗糙度也会增加,而且这种增加在修复时要比反向修复时明显得多。但随着光修复转数的增加,进给速率对粗糙度的影响逐渐消失。如下所示:
3)修整速度快
当轻修速度低于na = 50时,轻修对Rts的影响更大。不进行轻微调,即na = 0进行微调,可得到较大Rts值。此时,砂轮的磨削性能是较好的。但当na>光修复对Rts的影响很快就消失了。
由图可知,随着na的增加,Rts的减少,即光修复转数越多,Rts越小,砂轮表面越“光滑”;当na达到80转时,Rts的变化很小。因此,为了节省非研磨时间,建议合作修光转数na = 0 ~ 60转。










